- Anciennes imprimantes PolyJet
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 et J720 Dental
- J750/J735
- J750 Digital Anatomy
- Gamme Objet24/30 V2
- Gamme Objet24/30 V3
- Objet30 V5 Pro et Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- Matériaux PolyJet
- Gamme Agilus30
- Biocompatible
- MED610 transparent biocompatible
- Matériaux dentaires
- Matériaux dentaires TrueDent
- Matériaux dentaires TrueDent-D
- Digital ABS Plus
- DraftGrey
- Elastico Clear/Black
- Température élevée
- MED610-DSG
- Assistance PolyJet
- Rigur et Durus
- Tango
- PolyJet ToughONE™
- Transparent
- Vero ContactClear
- Gamme Vero
- Veroflex
- VeroUltra Opaque
- Couleurs vives
- Matériaux de stéréolithographie
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- Somos® WaterShed® XC+
GrabCAD Print pour Origin
Connexion à votre imprimante Origin
Toutes les imprimantes Origin se connectent exclusivement au service cloud sécurisé Origin. Par conséquent, dans GrabCAD Print, vous n'établissez pas de connexion directe à l'imprimante sur votre réseau. Au lieu de cela, vous vous connectez à Origin via Fichier > Préférences > P3 DLP
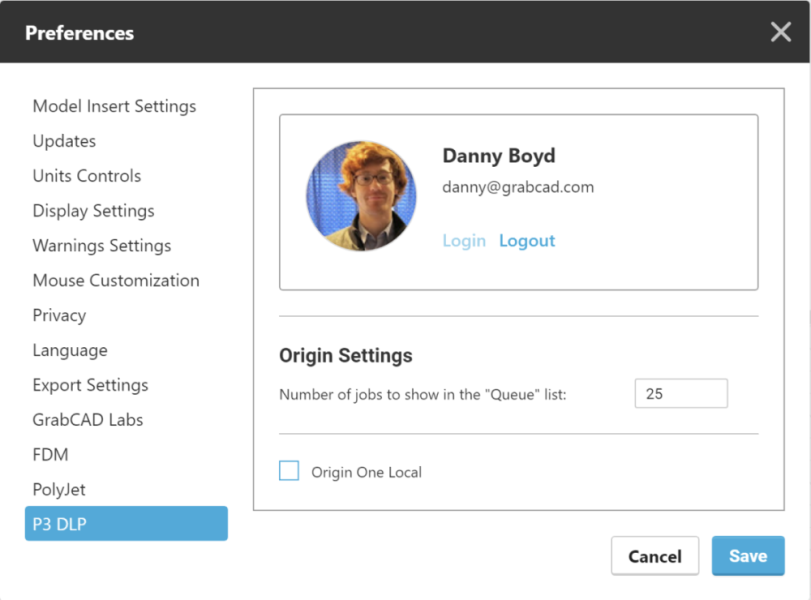
Si vous utilisez Origin Local Hub pour imprimer sans accès Internet, cochez la case Origin One Local et saisissez l'adresse IP ou l'adresse de domaine de votre Local Hub.
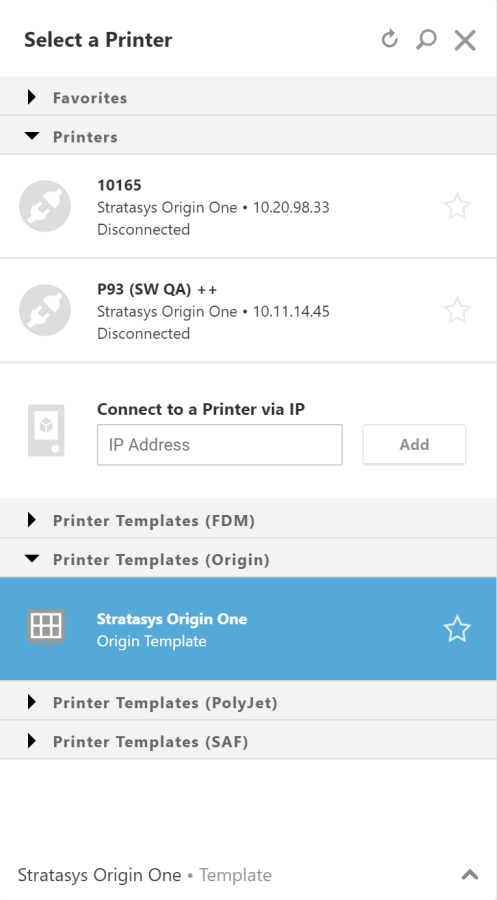
Une fois que vous êtes connecté, les imprimantes associées à votre compte sont disponibles dans la liste des imprimantes.
Si vous ne vous êtes jamais connecté à Origin auparavant, utilisez le bouton Créer un compte, puis contactez notre équipe d'assistance dans votre région pour associer votre compte à votre imprimante. https://support.stratasys.com/contact-us
Préparation d'une tâche
Importez des modèles dans votre projet avec Fichier > Ajouter des modèles ou le bouton Ajouter des modèles dans le Panneau Projet. Sélectionnez les matériaux et les profils de support appropriés, optimisez la précision dimensionnelle du modèle et organisez les modèles. Vous pouvez également utiliser l'outil de génération de support pour configurer la structure de support sur vos modèles. Des instructions spécifiques pour la génération de support et d'autres outils peuvent être trouvées dans ce Guide des Opérations et des Applications d'Origine.
Importer une pile de tranches
Vous pouvez également utiliser un logiciel externe tel que Magics pour générer une pile de tranches, qui est un fichier .zip contenant des fichiers de tranches .png. Sélectionnez le fichier .zip en utilisant Fichier > Importer Slice-Stack. Notez qu'une pile de tranches ne peut être importée que dans un projet vide et que vous ne pouvez pas changer d'imprimante après l'avoir ouverte.
Information complémentaire :
- Le plateau doit être dégagé pour permettre l’insertion des coupes.
- Si vous changez d’imprimante après avoir importé la pile de coupes, la tâche sera fermée et vous devrez l’insérer à nouveau.
- Pour l’instant, il n’est pas possible d’enregistrer le fichier de projet.
- Veillez à ce que le type de fichier requis lors de l’importation de la pile de coupes soit un fichier .zip, et non un dossier ordinaire contenant les fichiers de coupes.
- Si la fenêtre « Synthèse de l’impression » ne montre pas d’image de la première couche, cela signifie que le fichier .zip ne contient probablement pas la première image (slice_1.png).
Réglage des paramètres d'impression
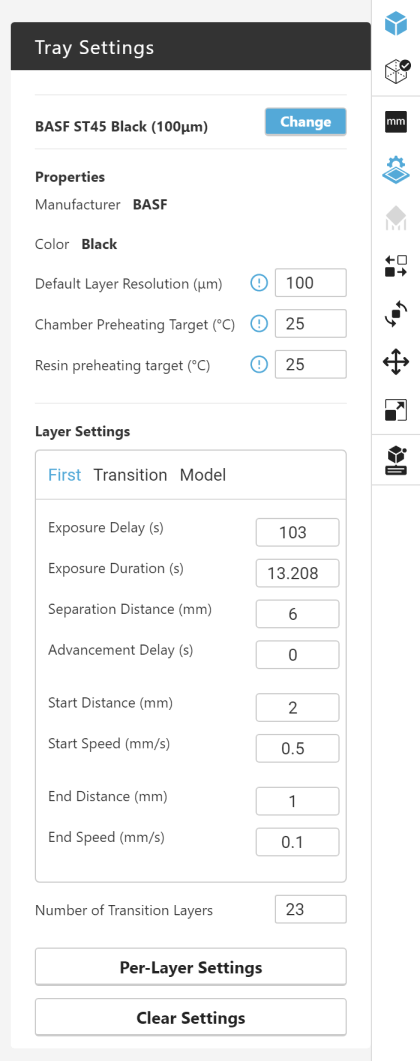
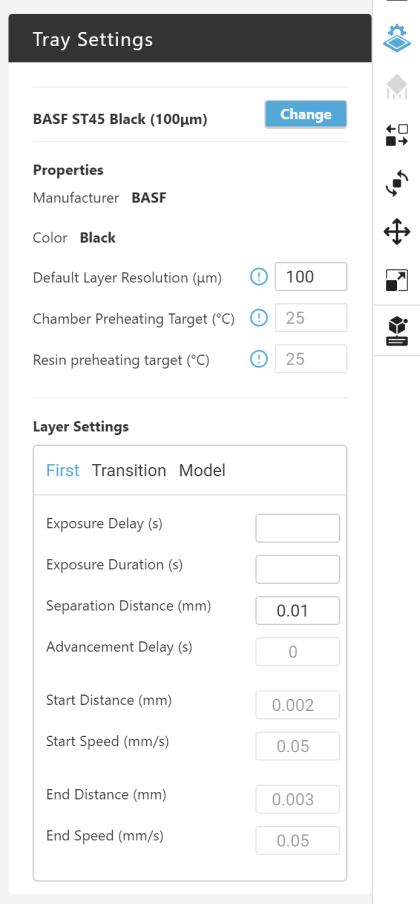
Les valeurs par défaut des paramètres du plateau sont déterminées par le profil du matériau. Votre capacité à modifier davantage ces valeurs, dans le panneau Paramètres du plateau ou dans la Bibliothèque de matériaux, est déterminée par le fait que vous possédiez ou non une licence OpenAM.
| Avec licence OpenAM | Sans licence OpenAM |
|---|---|
 |
 |
Les paramètres pouvant être modifiés sont les suivants :
- Résolution de couche par défaut — L'épaisseur de chaque couche de matériau durcie pendant l'impression.
- Compensation Z — Utilisée pour atténuer les déformations du modèle causées par le durcissement complet. Les surfaces orientées vers le bas sont déplacées vers le haut de la valeur définie pour améliorer la précision du modèle.
- Cible de préchauffage de la chambre — Température cible de la chambre de fabrication pendant l'impression.
- Cible de préchauffage de la résine — Température cible de la résine pendant l'impression.
- Compensation des bords — Une compensation de précision appliquée de manière égale à la bordure de chaque pièce pour affiner les dimensions de la pièce. En règle générale, l'augmentation de la profondeur de durcissement ou de la durée d'exposition nécessitera également une valeur de compensation des bords accrue pour une précision équivalente, et la diminution de la profondeur de durcissement ou de la durée d'exposition nécessitera une valeur de compensation des bords inférieure. Si cette valeur est trop élevée, cela peut entraîner une résolution inférieure pour les caractéristiques et les textures fines.
- Couches de base supplémentaires — Pour atténuer le rétrécissement supplémentaire et les inexactitudes dans la région de base, la première image de tranche peut être répétée pour ajouter une hauteur Z. Choisissez le nombre de couches à ajouter.
- Écart entre les modèles — Distance minimale entre les modèles.
- Espacement des limites d'impression — Distance minimale entre le modèle et la limite de construction.
- Mise à l'échelle — Une compensation de mise à l'échelle linéaire appliquée à chaque axe pour tous les modèles du plateau. Les valeurs augmentées tiennent compte du rétrécissement qui se produit pendant le processus d'impression et le post-durcissement.
- Paramètres de couche : Ces paramètres peuvent être définis différemment pour la première couche et la région du modèle . Une transition automatique sera appliquée pour le nombre de couches de transition définies.
- Délai d'exposition — Délai avant le photodurcissement de chaque couche. Augmenter pour une impression plus conservatrice. Utile lors de l'impression de pièces plus grandes. La diminution de ce paramètre pour la première couche peut affecter négativement l'adhérence de la pièce à la plate-forme de fabrication ainsi que la qualité de fabrication.
- Durée d'exposition — Durée d'exposition à l'énergie pendant la phase de photodurcissement. Une durée d'exposition plus longue est nécessaire lors de l'impression avec une résolution de couche plus élevée, et vice versa. La modification de cette valeur peut affecter la qualité, la précision et les performances des pièces fabriquées et, pour la première couche, peut nuire à l'adhérence des pièces à la plate-forme de fabrication.
- Distance de séparation — Distance de rétraction vers le haut après exposition. Permet aux pièces de se séparer complètement de l'interface/membrane de fabrication entre les couches. Envisagez d'augmenter cette valeur pour les matériaux flexibles et les élastomères à allongement élevé, en particulier lors de l'impression de pièces hautes ou de constructions/structures pouvant s'étirer. Pour ces derniers, pensez à renforcer la fabrication avec des supports supplémentaires.
- Délai d'avancement — Délai entre chaque couche, après la rétraction vers le haut et avant l'approche vers le bas. Envisagez d'augmenter cette valeur pour les élastomères à rebond lent afin de permettre un temps de relaxation entre les couches.
- Distance de départ — Phase initiale de séparation après photodurcissement. La plate-forme de fabrication est rétractée lentement vers le haut pendant cette phase. Envisagez d'augmenter pour les matériaux flexibles/élastomères et les pièces plus grandes.
- Vitesse de démarrage — Phase initiale de séparation après photodurcissement. La plate-forme de fabrication est rétractée lentement vers le haut pendant cette phase. Réduire pour les matériaux à viscosité plus élevée et les pièces plus grandes. Généralement moins de 2 mm/s.
- Distance de fin — Ralentissement à la fin de l'approche descendante. Augmenter pour les matériaux à viscosité plus élevée et les pièces plus grandes.
- Vitesse de fin — Ralentissement à la fin de l'approche descendante. Réduire pour les matériaux à viscosité plus élevée et les pièces plus grandes.
Utilisation de la bibliothèque de matériaux
Si vous disposez d’une licence OpenAM, vous pouvez utiliser la bibliothèque de matériaux pour gérer les matériaux disponibles pour votre imprimante Origin.
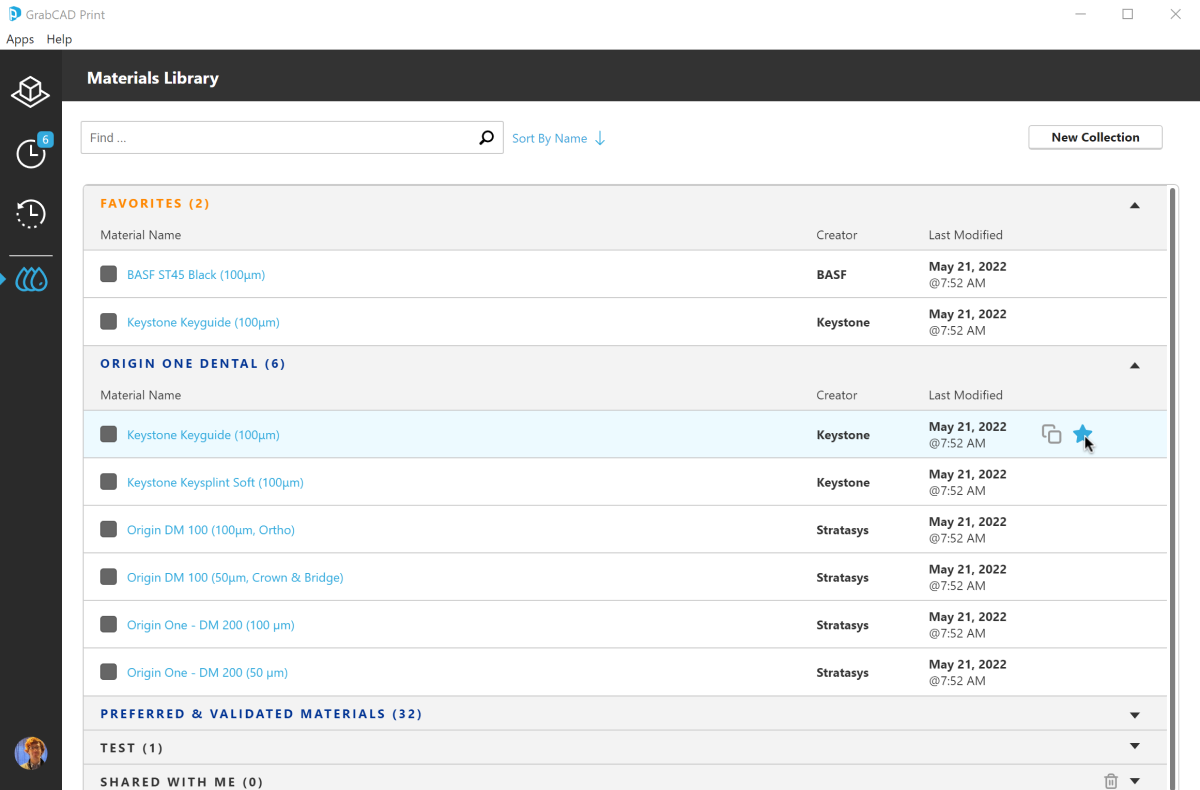
Fonctionnalités de la bibliothèque de matériaux :
- Marquer les matériaux comme favoris
- Organiser en nouvelles collections
- Modifier les valeurs par défaut sur les matériaux existants
- Créer de nouveaux matériaux avec des valeurs entièrement personnalisées
- Dupliquer les matériaux pour créer des profils supplémentaires