- PolyJet 레거시 프린터
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 & J720 Dental
- J750/J735
- J750 Digital Anatomy
- Objet24/30 V2 제품군
- Objet24/30 V3 제품군
- Objet30 V5 Pro & Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- 광조형 재료
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- Somos® WaterShed® XC+
Origin용 GrabCAD Print
Origin 프린터에 연결
모든 Origin 프린터는 보안 Origin 클라우드 서비스에만 독점적으로 연결됩니다. 따라서 GrabCAD Print에서는 네트워크의 프린터에 직접 연결하지 않습니다. 대신 파일 > 기본 설정 > P3 DLP를 통해 Origin에 로그인합니다.
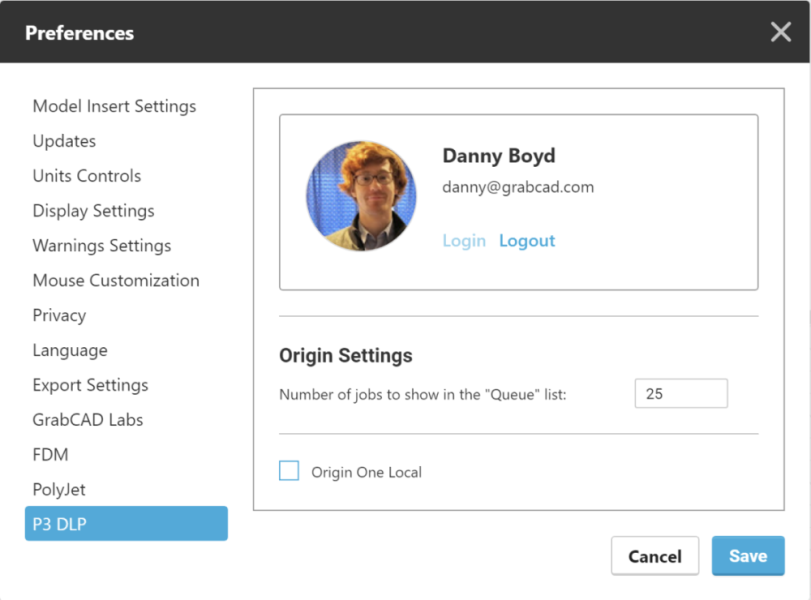
인터넷 접속 없이 인쇄하기 위해 Origin Local Hub를 사용하는 경우, Origin One Local 확인란을 클릭하고 로컬 허브의 IP 주소 또는 도메인 주소를 입력합니다.
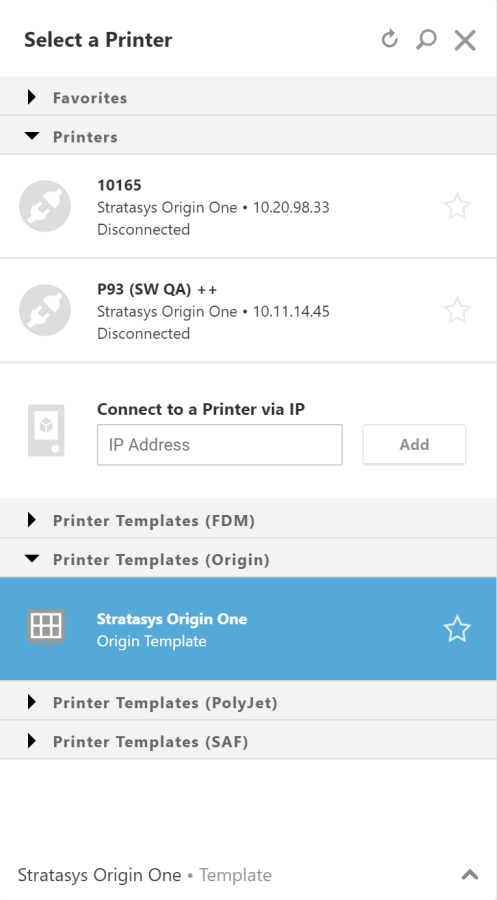
연결한 후에는 계정과 연결된 프린터를 프린터 목록에서 사용할 수 있습니다.
이전에 Origin에 로그인한 적이 없다면 계정 만들기 버튼을 사용한 다음 해당 지역의 지원팀에 문의하여 계정을 프린터와 연결하십시오. https://support.stratasys.com/contact-us
작업 준비
파일 > 모델 추가 또는 프로젝트 패널의 모델 추가 버튼을 사용하여 프로젝트에 모델을 가져옵니다. 적절한 재료 및 지지 프로파일을 선택하고, 모델의 치수 정확도를 최적화하고, 모델을 정렬합니다. 서포트 생성 도구를 사용하여 모델에서 서포트 구조를 구성할 수도 있습니다. 서포트 생성 및 기타 도구에 대한 구체적인 지침은 이 Origin 작동 및 적용 가이드에서 확인할 수 있습니다.
슬라이스 스택 가져오기
Magics와 같은 외부 소프트웨어를 사용하여 .png 슬라이스 파일이 포함된 .zip 파일인 슬라이스 스택을 생성할 수도 있습니다. 파일e > 슬라이스 스택 가져오기를 사용하여 .zip 파일을 선택합니다. 슬라이스 스택은 빈 프로젝트로만 가져올 수 있으며 연 후에는 프린터를 전환할 수 없습니다.
추가 정보:
- 슬라이스를 삽입하려면 트레이가 비어 있어야 합니다.
- 슬라이스 스택을 가져온 후 프린터를 변경하면 작업이 종료되고 다시 삽입해야 합니다.
- 지금 프로젝트 파일을 저장할 수 없습니다.
- 슬라이스 스택을 가져올 때 필요한 파일 형식은 슬라이스 파일이 포함된 일반 폴더가 아닌 .zip 파일이라는 점에 유의하십시오.
- “요약 인쇄” 창에 첫 번째 레이어 사진이 표시되지 않으면 .zip 파일에 첫 번째 이미지인 "slice_1.png"가 누락되었을 가능성이 높습니다.
프린트 설정 조정
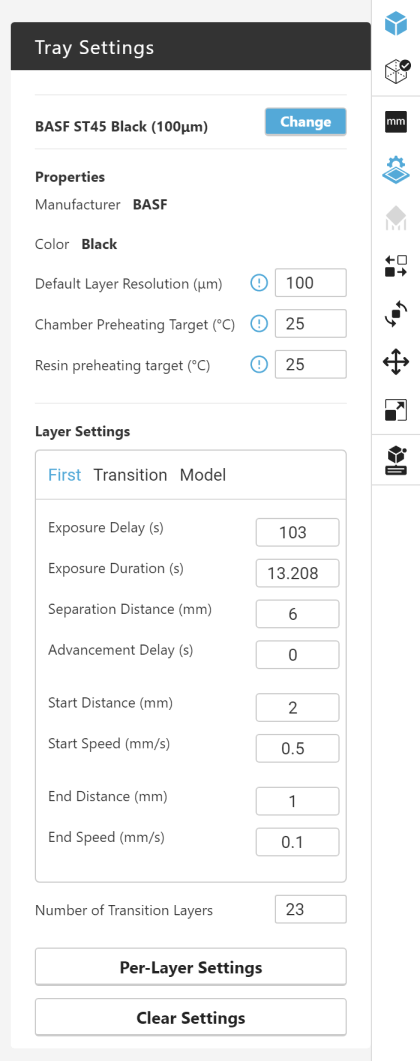
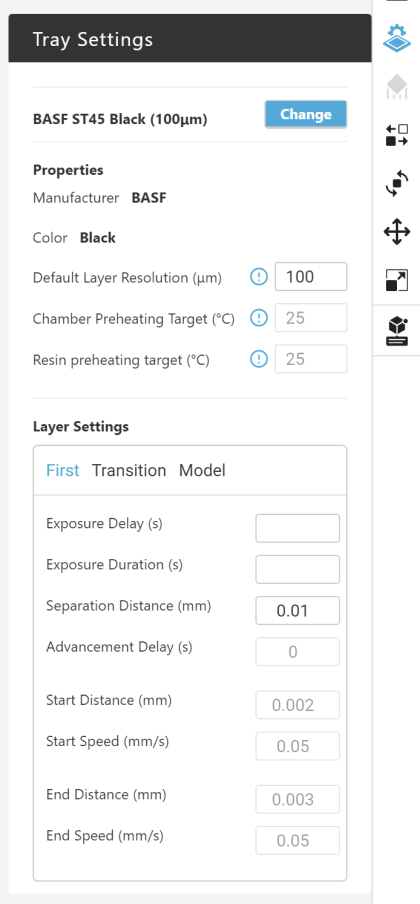
트레이 설정의 기본값은 재료 프로필에 의해 결정됩니다. 트레이 설정 패널 또는 재료 라이브러리에서 이러한 값을 추가로 편집할 수 있는 기능은 OpenAM 라이선스 유무에 따라 결정됩니다.
| OpenAM 라이센스 있음 | OpenAM 라이센스 없음 |
|---|---|
 |
 |
변경할 수 있는 설정은 다음과 같습니다.
- 기본 레이어 해상도 — 인쇄 중에 경화되는 재료의 각 레이어 두께입니다.
- Z Compensation (Z 보정) - 관통 경화로 인한 모델 변형을 완화하는 데 사용됩니다. 모델의 정확도를 향상시키기 위해 아래를 향하는 표면이 정의된 값만큼 위쪽으로 이동됩니다.
- 챔버 예열 목표 — 인쇄 중 목표 빌드 챔버 온도입니다.
- 수지 예열 목표 — 인쇄 중 목표 수지 온도입니다.
- 가장자리 보상 - 부품 치수를 미세 조정하기 위해 각 부품의 경계에 동일하게 적용되는 정확도 보상입니다. 일반적으로 경화 깊이 또는 노출 기간을 증가시키면 동등한 정확도를 위해 가장자리 보상 값도 늘려야 하며, 경화 깊이 또는 노출 기간을 감소시키면 가장자리 보상 값도 줄여야 합니다. 이 값이 너무 높으면 미세한 기능과 텍스처의 해상도가 낮아질 수 있습니다.
- 추가 베이스 레이어 — 베이스 영역의 추가 수축 및 부정확성을 완화하기 위해 첫 번째 슬라이스 이미지를 반복하여 Z 높이를 추가할 수 있습니다. 추가할 레이어 수를 선택합니다.
- 모델 간 간격 - 모델 간 최소 거리입니다.
- 프린트 경계와의 간격 - 모델에서 빌드 경계까지의 최소 거리입니다.
- 스케일링(Scaling ) - 트레이의 모든 모델에 대해 각 축에 적용되는 선형 스케일링 보정입니다. 증가된 값은 인쇄 프로세스 및 사후 경화 중에 발생하는 수축을 고려합니다.
- 레이어 설정: 이러한 설정은 첫 번째 레이어와 모델 영역에 대해 다르게 설정할 수 있습니다. 자동 전환은 정의된 전환 레이어 수에 적용됩니다.
- 노출 지연(Exposure Delay ) - 각 레이어의 광경화 전 지연입니다. 더 보수적인 인쇄에서는 값을 증가시킵니다. 더 큰 부품을 인쇄할 때 유용합니다. 첫 번째 레이어에 대해 이 설정을 줄이면 빌드 플랫폼에 대한 부품 접착력과 빌드 품질에 부정적인 영향을 미칠 수 있습니다.
- 노출 기간 — 광경화 단계 동안 에너지 노출 시간입니다. 더 높은 레이어 해상도로 인쇄할 때 더 긴 노출 시간이 필요하며 그 반대의 경우도 마찬가지입니다. 이 값을 변경하면 제조된 부품의 품질, 정확도 및 성능에 영향을 미칠 수 있으며, 첫 번째 레이어의 경우 빌드 플랫폼에 대한 부품 접착력에 부정적인 영향을 미칠 수 있습니다.
- 이격 거리 — 노출 후 상향 후퇴 거리입니다. 부품이 레이어 사이의 빌드 인터페이스/멤브레인에서 완전히 분리될 수 있습니다. 연질 재료 및 고신율 엘라스토머의 경우, 특히 늘어날 수 있는 긴 부품 또는 빌드/구조를 인쇄할 때 이 값을 높이는 것을 고려하십시오. 후자의 경우 추가 서포트로 빌드를 강화하는 것이 좋습니다.
- 전진 지연 — 상향 후퇴 후와 하향 접근 전 각 레이어 사이의 지연입니다. 레이어 사이의 이완 시간을 허용하기 위해 느린 리바운드 엘라스토머의 경우 이를 늘리는 것을 고려하십시오.
- 시작 거리 — 광경화 후 분리의 초기 단계입니다. 빌드 플랫폼은 이 단계에서 천천히 위쪽으로 후퇴합니다. 연질/엘라스토머 재료와 더 큰 부품의 경우 이 값을 높이는 것을 고려하십시오.
- 시작 속도 — 광경화 후 분리의 초기 단계입니다. 빌드 플랫폼은 이 단계에서 천천히 위쪽으로 후퇴합니다. 점도가 더 높은 재료와 더 큰 부품의 경우 줄이십시오. 일반적으로 2mm/s 미만입니다.
- 종료 거리 — 하향 접근이 끝날 때 감속합니다. 점도가 더 높은 재료와 더 큰 부품의 경우 증가시킵니다.
- 종료 속도 — 하향 접근이 끝날 때 속도를 감속합니다. 점도가 더 높은 재료와 더 큰 부품의 경우 줄이십시오.
재료 라이브러리 사용
OpenAM 라이센스가 있는 경우 재료 라이브러리를 사용하여 Origin 프린터에 사용 가능한 재료를 관리할 수 있습니다.
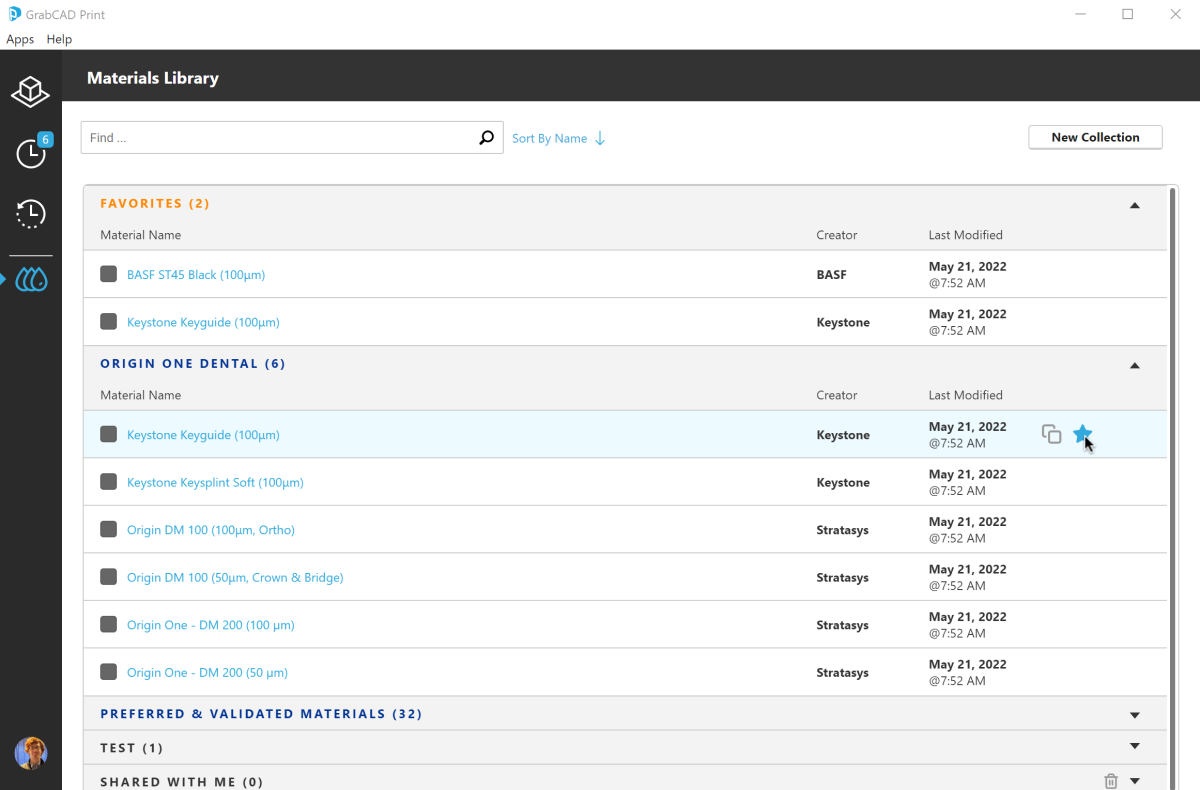
재료 라이브러리의 기능:
- 재료를 즐겨찾기로 표시
- 새로운 컬렉션으로 구성
- 기존 재료의 기본값 편집
- 완전히 맞춤화된 값으로 새 재료 만들기
- 추가 프로파일을 생성하기 위한 재료 복제