- Stampanti legacy PolyJet
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- Dental J700 e J720
- J750/J735
- J750 Digital Anatomy
- Famiglia Objet24/30 V2
- Famiglia Objet24/30 V3
- Objet30 V5 Pro e Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- Materiali PolyJet
- Famiglia Agilus30
- Biocompatibile
- Biocompatible Clear MED610™
- Materiali odontoiatrici
- Materiali odontoiatrici TrueDent
- Materiali dentali TrueDent-D
- ABS digitale Plus
- DraftGrey
- Elastico Clear/Black
- Alta temperatura
- MED610-DSG
- Supporto PolyJet
- Rigur e Durus
- Tango
- PolyJet ToughONE™
- Trasparenti
- Vero ContactClear
- Gamma Vero
- VeroFlex
- VeroUltra Opaque
- Colori vividi
- Materiali per stereolitografia
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- Somos® WaterShed® XC+
GrabCAD Print per Origin
Connessione alla stampante Origin
Tutte le stampanti Origin si connettono esclusivamente al servizio cloud sicuro Origin. Pertanto in GrabCAD Print, non si stabilisce una connessione diretta alla stampante in rete. Invece, accedi a Origin tramite File > Preferenze > P3 DLP
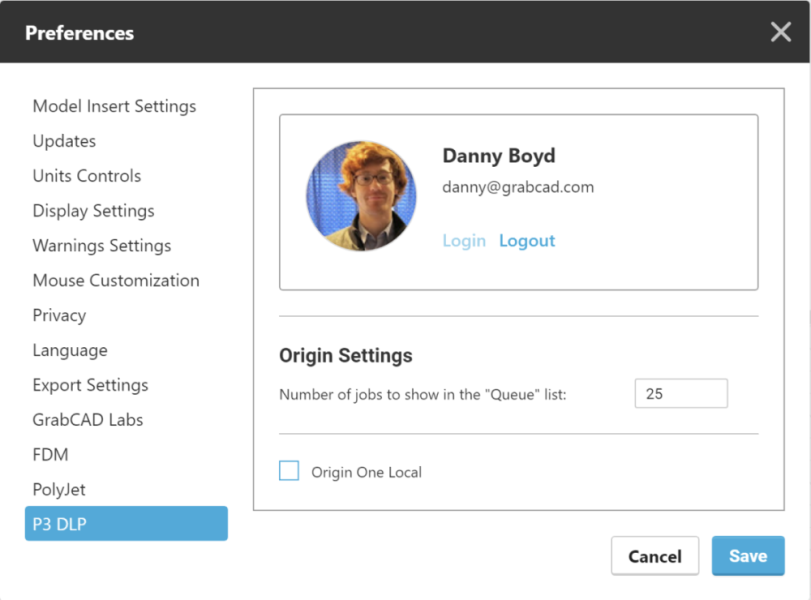
Se si utilizza Origin Local Hub per stampare senza accesso a Internet, fare clic sulla casella di controllo Origin One Local e immettere l'indirizzo IP o l'indirizzo di dominio del Local Hub.
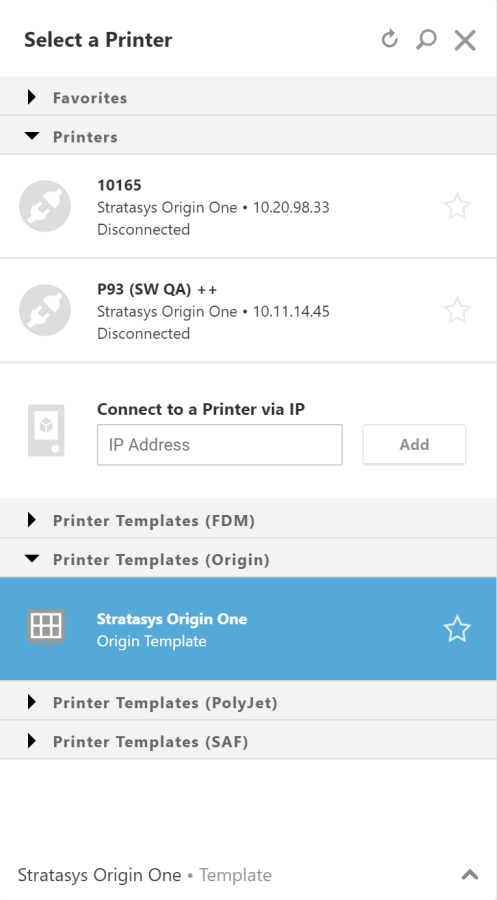
Una volta connesso, le stampanti associate al tuo account sono disponibili nell'elenco stampanti.
Se non hai mai effettuato l'accesso a Origin prima, usa il pulsante Crea account, quindi contatta il nostro team di supporto nella tua regione per associare il tuo account alla tua stampante. https://support.stratasys.com/contact-us
Preparazione di un Job
Importa i modelli nel tuo progetto con File > Aggiungi modelli o il pulsante Aggiungi modelli nel pannello Progetto. Seleziona i materiali idonei e i profili di supporto, ottimizza la precisione dimensionale del modello e distribuisci i pezzi. È inoltre possibile utilizzare lo strumento Generazione supporto per configurare la struttura di supporto sui modelli. Troverai istruzioni specifiche per generare la struttura di supporto e altri strumenti in questa Guida alle operazioni e alle applicazioni di Origin.
Importare uno slice stack
È anche possibile utilizzare un software esterno come Magics per generare uno slice stack, ovvero un file .zip contenente file slice .png. Seleziona il file .zip utilizzando File > Importa slice stack. Tieni presente che uno stack di slice può essere importato solo in un progetto vuoto e che non è possibile cambiare stampante dopo averlo aperto.
Ulteriori informazioni:
- Il vassoio deve essere libero per poter inserire le slice.
- Il cambio della stampante dopo avere importato la pila di slice chiude il lavoro e viene richiesto di inserirlo di nuovo.
- Al momento non è possibile salvare il file di progetto.
- Faccia attenzione al fatto che il tipo di file richiesto quando importa la pila di slice è un file .zip, non una normale cartella che contiene i file slice.
- Se la finestra "Stampa riepilogo" non mostra un'immagine del primo strato, significa che probabilmente manca il file .zip della prima immagine - "slice_1.png".
Regolazione delle impostazioni di stampa
I valori predefiniti per le impostazioni del vassoio sono determinati dal profilo del materiale. La possibilità di modificare ulteriormente questi valori dal pannello Impostazioni vassoio o nella Libreria materiali, dipende dalla disponibilità o meno di una licenza OpenAM.
| Con licenza OpenAM | Senza licenza OpenAM |
|---|---|
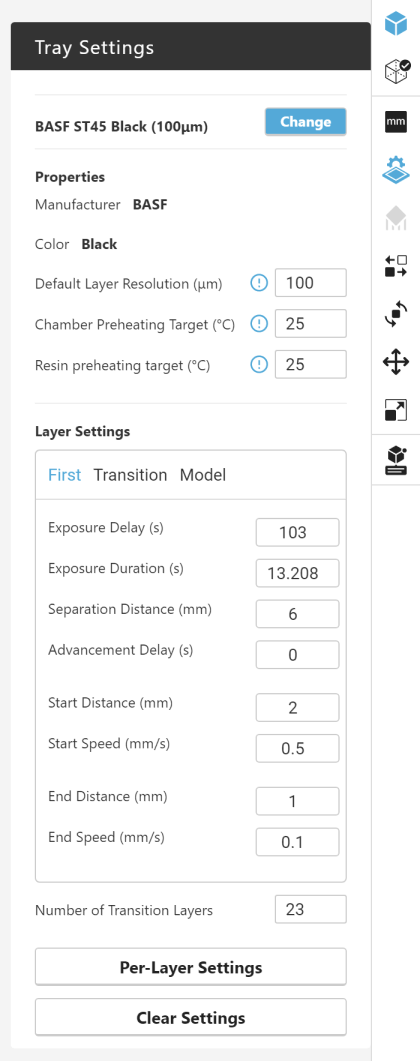 |
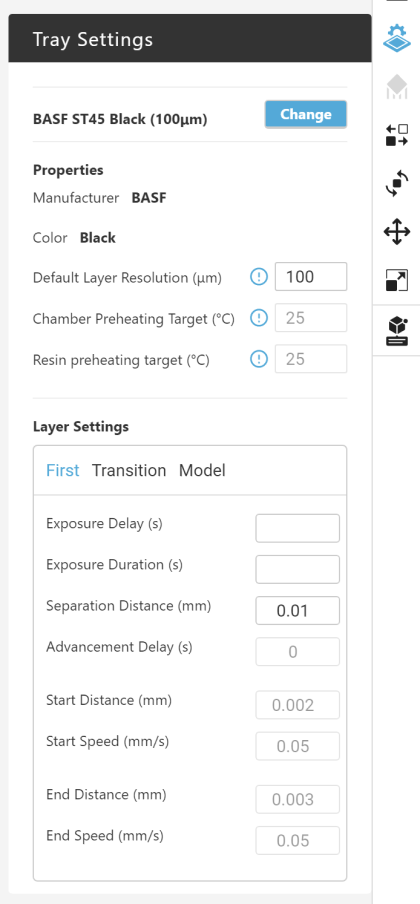 |
Le impostazioni disponibili per la modifica sono le seguenti:
- Risoluzione layer predefinita: spessore di ciascun materiale che viene polimerizzato durante la stampa.
- Compensazione Z — Utilizzata per attenuare le deformazioni del modello causate dalla polimerizzazione completa. Le superfici rivolte verso il basso vengono traslate verso l'alto in base al valore definito per migliorare la precisione del modello.
- Target di preriscaldamento della camera: temperatura obiettivo della camera di costruzione durante il ciclo di stampa.
- Target di preriscaldamento della resina — Temperatura target della resina durante la stampa.
- Compensazione margine: compensazione di precisione applicata in modo uniforme al bordo di ciascun pezzo per ottimizzarne le dimensioni. In genere, l'aumento della profondità di polimerizzazione o della durata dell'esposizione richiederà anche un valore di compensazione del bordo maggiore per ottenere una precisione equivalente, mentre la diminuzione della profondità di polimerizzazione o della durata dell'esposizione richiederà un valore di compensazione del bordo inferiore. Se questo valore è troppo alto, la risoluzione delle caratteristiche e delle texture più fini potrebbe risultare inferiore.
- Layer base aggiuntivi: per ridurre il rischio di restringimento e le imprecisioni alla base, è possibile replicare l'immagine del primo layer per aggiungere l'altezza Z. Scegli il numero di layer da aggiungere.
- Distanza tra i modelli: distanza minima tra i modelli.
- Distanza tra i margini di stampa: spaziatura minima tra il modello e il margine di stampa.
- Scaling: compensazione di scala linear applicata a ciascun asse per tutti i modelli sul vassoio. I valori aumentati tengono conto del restringimento che si verifica durante il processo di stampa e di post-polimerizzazione.
- Impostazioni dello strato: Queste impostazioni possono essere configurate in modo diverso per il primo layer e per l'area del modello. Verrà applicata una transizione automatica per il numero di livelli di transizione definiti.
- Ritardo di esposizione — Ritardo prima della fotopolimerizzazione di ogni strato. Incrementare per una stampa più prudente. Utile quando si stampano parti di grandi dimensioni. Ridurre questa impostazione per il primo layer potrebbe incidere negativamente sulla capacità di aderenza del pezzo al piano di costruzione e sulla qualità di stampa.
- Durata dell'esposizione: durata dell'esposizione alla fonte di energia in fase di fotopolimerizzazione. Quando si stampa con una risoluzione di layer più elevata, occorre incrementare il tempo di esposizione e viceversa. Modificando questo valore potrebbe cambiare il risultato in termini di qualità, precisione e performance dei pezzi, mentre per il primo layer potrebbe incidere negativamente sulla capacità di aderenza al piano di stampa.
- Distanza di separazione — Distanza di retrazione verso l'alto dopo l'esposizione. Consente la separazione completa delle parti dall'interfaccia di stampa/membrana tra layer. Si consiglia di aumentare questo valore per materiali flessibili ed elastomeri ad alto allungamento, soprattutto quando si stampano parti alte o strutture che possono allungarsi. Per quest'ultimo, prendi in considerazione di rinforzare la stampa con supporti aggiuntivi.
- Ritardo di avanzamento — Ritardo tra ogni strato, dopo la retrazione verso l'alto e prima dell'avvicinamento verso il basso. Si consiglia di aumentare questo valore per gli elastomeri a rimbalzo lento, per consentire il tempo di rilassamento tra gli strati.
- Distanza di inizio — Fase iniziale di separazione dopo la fotopolimerizzazione. Durante questa fase, il piano di stampa viene lentamente ritirato verso l'alto. Si consiglia di aumentarlo per materiali flessibili/elastomerici e parti di grandi dimensioni.
- Velocità di avvio: fase iniziale di separazione dopo la fotopolimerizzazione. Durante questa fase, il piano di stampa viene lentamente ritirato verso l'alto. Ridurre per materiali ad alta viscosità e parti più grandi. In genere inferiore a 2 mm/s.
- Distanza finale: rallentamento alla fine dell'avvicinamento in discesa. Aumentare per materiali con viscosità più elevata e parti più grandi.
- Velocità finale: rallentamento alla fine dell'avvicinamento in discesa. Ridurre per materiali ad alta viscosità e parti più grandi.
Utilizzo della libreria dei materiali
Se si dispone di una licenza OpenAM, è possibile utilizzare la libreria dei materiali per gestire i materiali disponibili per la propria stampante Origin.
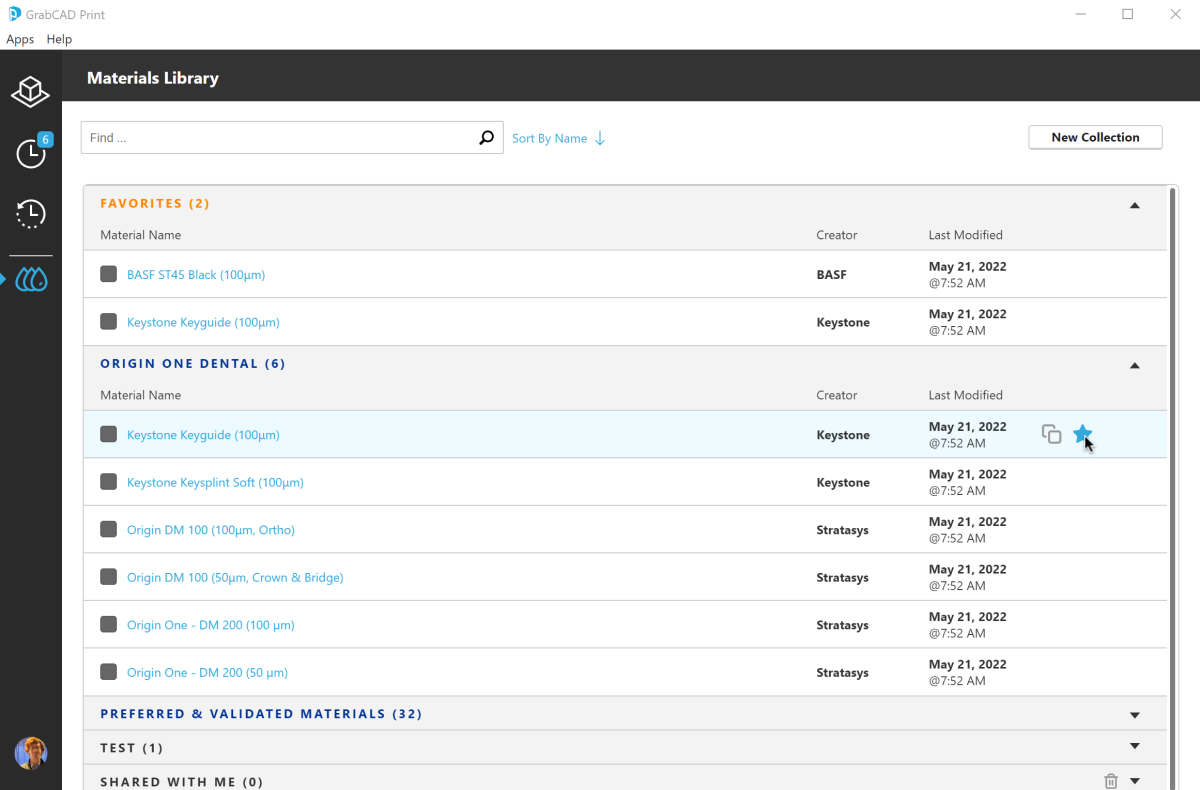
Caratteristiche della libreria dei materiali:
- Contrassegno dei materiali come preferiti
- Organizzazione in nuove collezioni
- Modifica delle impostazioni predefinite sui materiali esistenti
- Creazione di nuovi materiali con valori completamente personalizzati
- Duplicazione dei materiali per creare profili aggiuntivi