- PolyJet プリンタ(旧タイプ)
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 & J720 Dental
- J750/J735
- J750 Digital Anatomy
- Objet24/30 V2ファミリー
- Objet24/30 V3ファミリー
- Objet30 V5 Pro & Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- Stereolithography Materials
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- ソモス®・ウォーターシェッド® XC+
Origin用GrabCAD Print
Originプリンタへの接続
すべてのOriginプリンタは、安全なOriginクラウドサービスにのみ接続します。したがって、GrabCAD Printでは、ネットワーク上のプリンタに直接接続しません。代わりに、「ファイル>環境設定>P3 DLP」からOriginにログインします
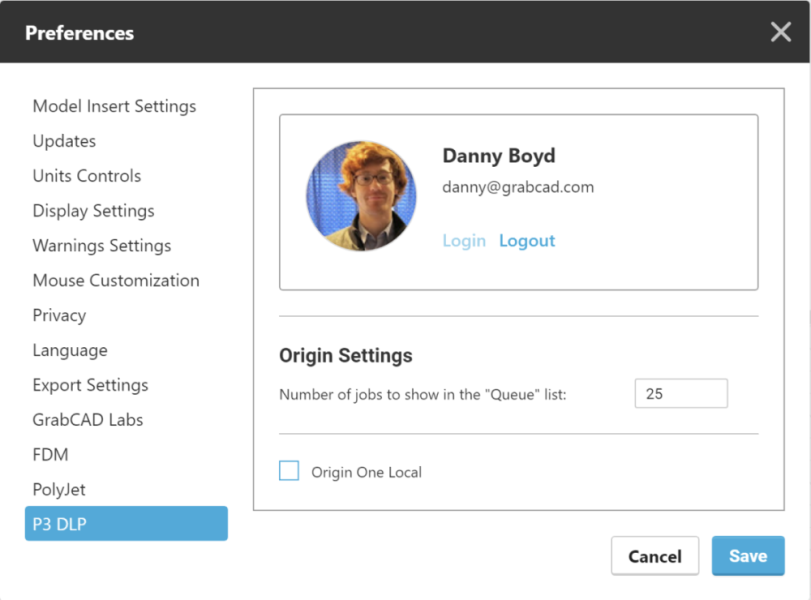
Origin Local Hubを使用してインターネットアクセスなしで印刷する場合は、Origin One Localのチェックボックスをクリックし、ローカルハブのIPアドレスまたはドメインアドレスを入力します。
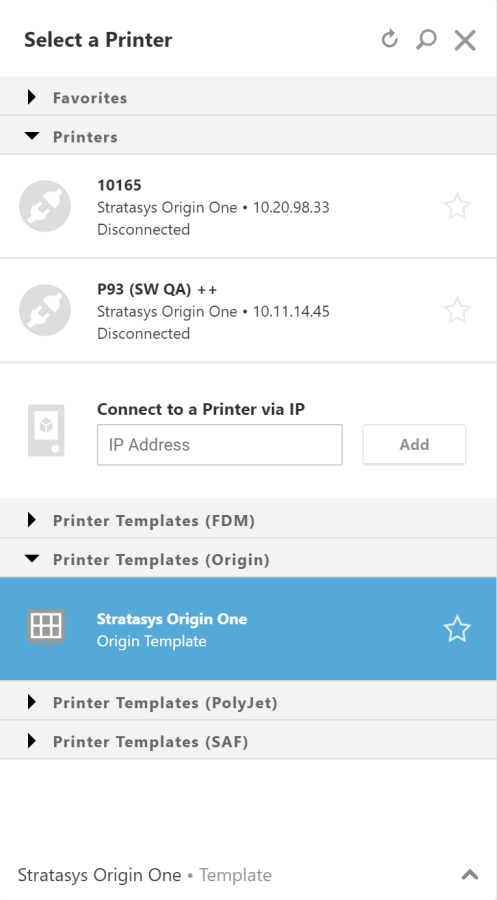
接続すると、アカウントに関連付けられたプリンタがプリンタリストに表示されます。
Originにログインしたことがない場合は、「アカウントを作成」ボタンを使用してから、お住まいの地域のサポートチームに連絡して、アカウントをプリンターに関連付けるようにしてください https://support.stratasys.com/contact-us
ジョブの準備
「ファイル」>「モデルを追加」または「プロジェクトパネル」の「モデルを追加」ボタンを使用して、モデルをプロジェクトに取り込みます。適切な材料と支持プロファイルを選択し、モデルの寸法精度を最適化し、モデルを配置します。また、サポート生成ツールを使用して、モデルのサポート構造を構成することもできます。サポート生成およびその他のツールの具体的な手順については、Originの操作およびアプリケーションガイドをご確認ください。
スライススタックのインポート
また、Magicsなどの外部ソフトウェアを使用して、.pngスライスファイルを含む.zipファイルであるスライススタックを生成することもできます。[ファイル] > [インポート スライス スタック] を使用して.zipファイルを選択します。スライススタックは空のプロジェクトにのみインポートでき、開いた後でプリンターを切り替えることはできません。
追加情報:
- スライスを入れるためには、トレイがクリアになっている必要があります。
- スライススタックのインポート後にプリンターを変更すると、作業が閉じられるため、再度挿入する必要があります。
- 現在、プロジェクトファイルを保存することはできません。
- スライススタックをインポートするときに必要なファイルタイプは、スライスファイルを含む通常のフォルダではなく、.zipファイルであることに注意してください。
- 「Print summary 」ウィンドウに最初のレイヤーの画像が表示されない場合は、.zip ファイルに最初の画像 「slice_1.png」が含まれていない可能性があります。
印刷設定を調整する
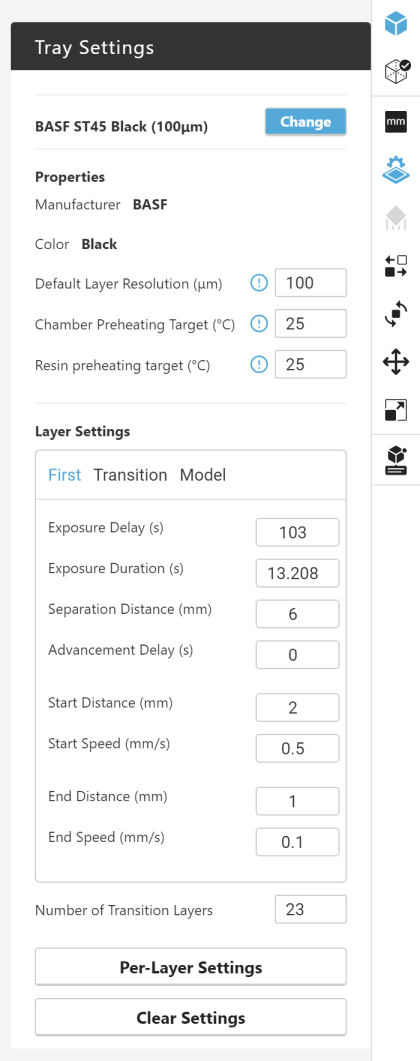
トレイ設定のデフォルト値は、材料プロファイルによって決まります。これらの値をトレイ設定パネルまたはマテリアルライブラリでさらに編集できるかどうかは、OpenAMライセンスを所持しているかどうかによって決まります。
| OpenAMライセンスあり | OpenAMライセンスなし |
|---|---|
 |
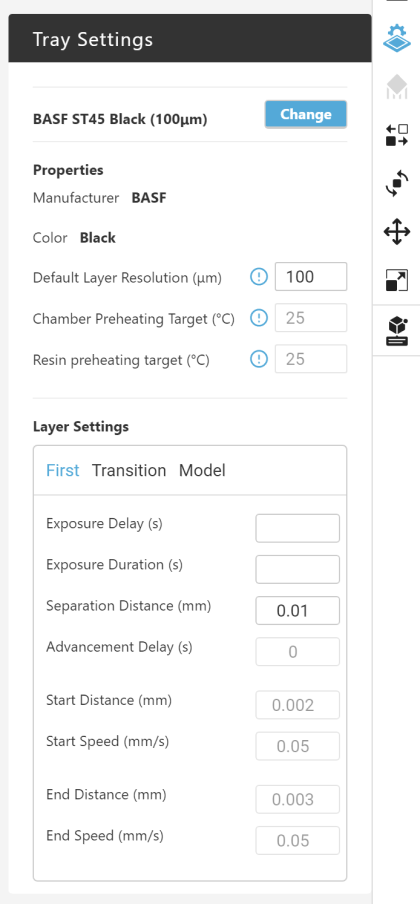 |
変更可能な設定は次のとおりです。
- Default Layer Resolution — 印刷中に硬化する材料の各層の厚さです。
- Z補正 - スルーキュアによるモデルの変形を軽減するために使用されます。下向きのサーフェスは、モデルの精度を向上させるために指定された値だけ上向きに平行移動されます。
- Chamber Preheating Target — プリント中のビルドチャンバーの目標温度です。
- Resin Preheating Target — プリント中の樹脂の目標温度です。
- エッジ補正 - 各部品の境界に均等に適用される精度補正で、部品の寸法を微調整します。一般に、硬化深度または露光時間を長くするには、同等の精度を得るためにエッジ補正値も大きくする必要があり、硬化深度または露光時間を短くするには、エッジ補正値を小さくする必要があります。この値が高すぎると、細かいフィーチャやテクスチャの解像度が低下する可能性があります。
- 追加のベース レイヤー - ベース領域の余分な収縮と不正確さを軽減するために、最初のスライス イメージを繰り返してZ高さを追加できます。追加するレイヤーの数を選択します。
- Gap Between Models — モデル間の最小距離です。
- Gap From Print Boundaries — モデルから境界までの最小距離です。
- Scaling — トレイ上のすべてのモデルの各軸に適用される線形スケーリング補正です。値を増加させると、プリントプロセス中および後硬化中に発生する収縮を考慮できます。
- レイヤー設定:これらの設定は、最初のレイヤーとモデル領域で個別に設定できます。指定されたトランジションレイヤーの数に自動トランジションが適用されます。
- 露光遅延 - 各層の光硬化前の遅延。値を増やすと、より確実な印刷結果が得られます。大きなパーツをプリントする場合に便利です。最初のレイヤーでこの設定を小さくすると、ビルドプラットフォームへのパーツの接着性やビルド品質に悪影響を及ぼす可能性があります。
- Exposure Duration — 光硬化フェーズのエネルギー露光時間です。より高いレイヤー解像度で印刷する場合は、より長い露光時間が必要であり、その逆も同様です。この値を変更すると、製造されたパーツの品質、精度、性能に影響を与える可能性があり、最初の層では、造形プラットフォームへのパーツの接着に悪影響を与える可能性があります。
- Separation Distance — 露光後の上向きのリトラクト距離です。レイヤー間でパーツをビルドインターフェースやメンブレンから完全に分離できます。柔軟な材料や高伸長エラストマーで、特に背の高いパーツや伸びる可能性のあるビルド/構造物をプリントする場合は、この値を増やすことを検討してください。後者の場合は、追加のサポートでビルドを強化することを検討してください。
- Advancement Delay ―上向きのリトラクト後と下向きのアプローチの前に行われる、層間の遅延時間です。リバウンドの遅いエラストマーの場合は、レイヤー間の緩和時間を確保するために、これを増やすことを検討してください。
- Start Distance — 光硬化後の分離の初期フェーズです。このフェーズでは、ビルドプラットフォームはゆっくりと上方に引っ込められます。柔軟性材料やエラストマー材料、大型のパーツでは、これを増やすことを検討してください。
- Start Speed — 光硬化後の分離の初期フェーズです。このフェーズでは、ビルドプラットフォームはゆっくりと上方に引っ込められます。高粘度の材料や大型のパーツの場合は値を減らしてください。通常、2 mm/s未満です。
- End Distance — 下向きアプローチの終了時に減速します。高粘度の材料や大型のパーツの場合は値を増やしてください。
- End Speed — 下向きのアプローチの終了時に減速します。高粘度の材料や大型のパーツの場合は値を減らしてください。
材料ライブラリの使用
OpenAM ライセンスをお持ちの場合は、材料ライブラリを使用して、Originプリンタで利用可能な材料を管理できます。
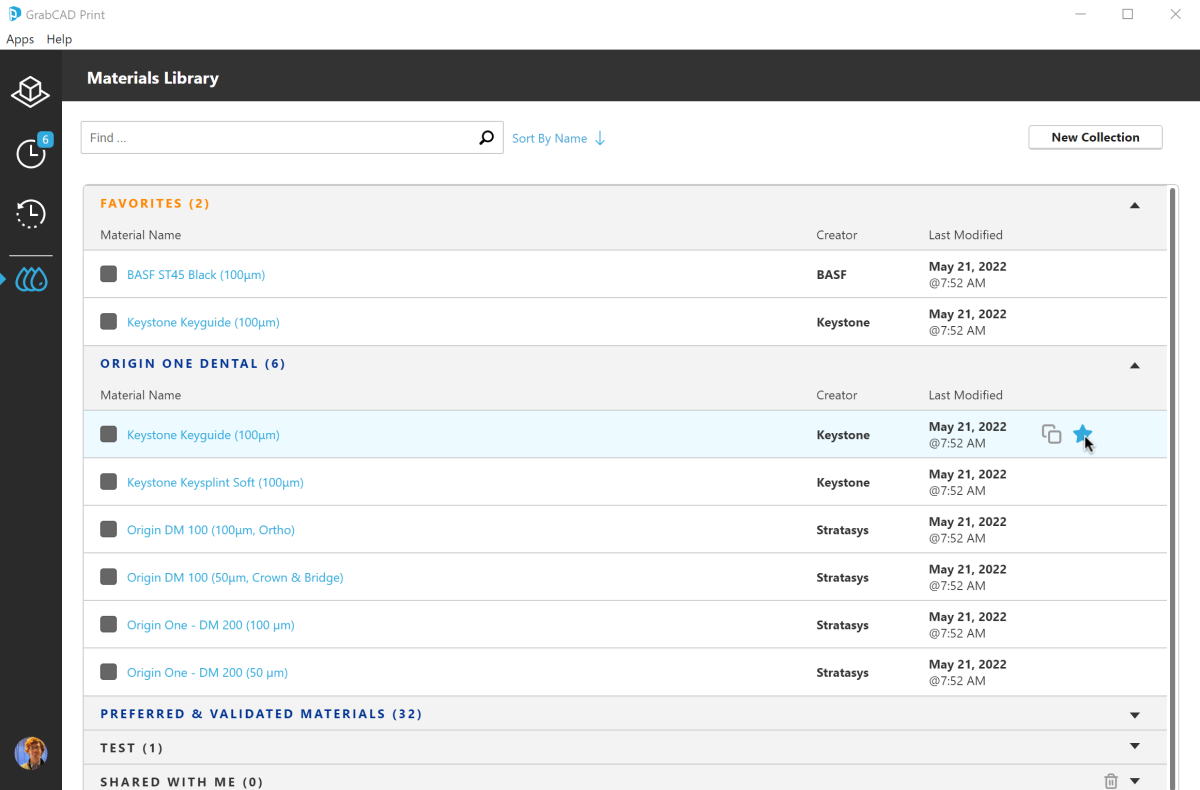
材料ライブラリの機能:
- 材料をお気に入りとしてマークする
- 新規コレクションに整理する
- 既存の材料のデフォルトを編集する
- フルカスタマイズされた値で新しい材料を作成する
- 材料を複製して追加のプロファイルを作成する