打印机
- PolyJet Legacy 打印机
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 和 J720 Dental
- J750/J735
- J750 Digital Anatomy
- Objet24/30 V2 系列
- Objet24/30 V3 系列
- Objet30 V5 Pro 和 Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
材料
- 立体光刻材料
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- 索莫斯® WaterShed® XC+
适用于 Origin 的 GrabCAD Print
连接到 Origin 打印机
所有 Origin 打印机都只连接到安全的 Origin 云服务。因此,在 GrabCAD Print 中,您不会直接连接到网络上的打印机。相反,您可以通过文件 > 首选项 > P3 DLP 登录到 Origin
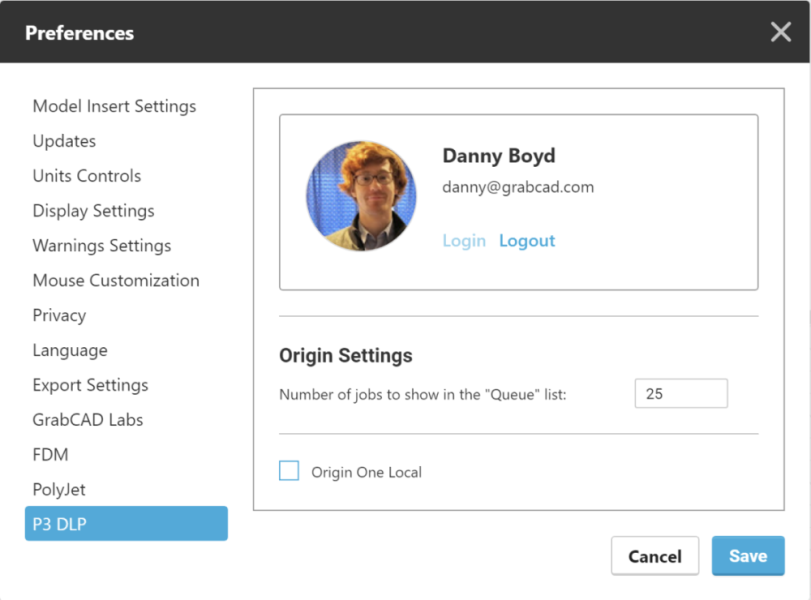
如果您使用 Origin Local Hub 在没有互联网接入情况下进行打印,请单击 Origin One Local 复选框并输入 Local Hub 的 IP 地址或域地址。
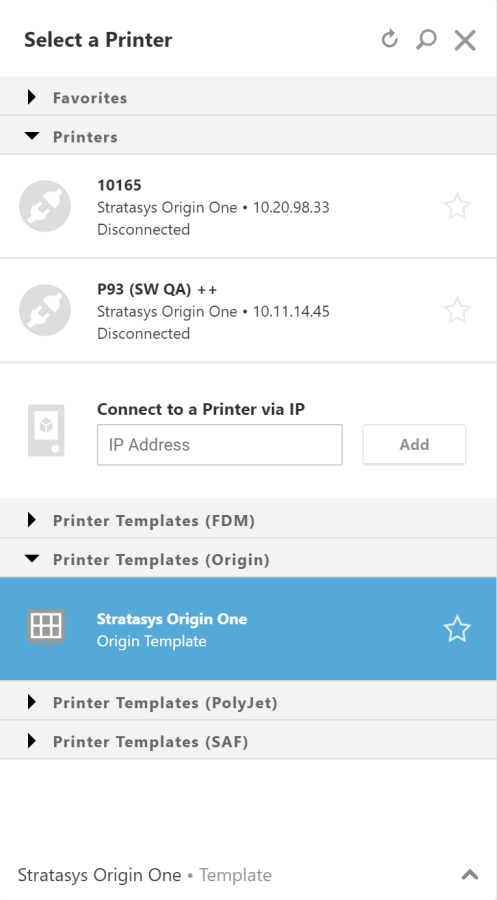
连接后,与您的帐户关联的打印机将出现在打印机列表中。
如果您以前从未登录过 Origin,请使用“创建帐户”按钮,然后联系您所在地区的支持团队,将您的帐户与您的打印机关联。https://support.stratasys.com/contact-us
准备作业
使用“文件”>“添加模型”或“项目面板”中的“添加模型”按钮,将模型引入您的项目。选择合适的材料和支撑配置文件,优化模型的尺寸精度,并排列模型。您还可以使用生成支撑工具在模型上配置支撑结构。有关支撑生成和其他工具的具体说明,请参阅此 Origin 操作和应用程序指南。
导入切片堆栈
还可以使用 Magics 等外部软件生成切片堆栈,它是包含 .png 切片文件的 .zip 文件。使用“文件”>“导入切入堆栈”选择 .zip 文件。请注意,切片堆栈只能导入到空项目中,打开后无法切换打印机。
其他信息:
- 必须将托盘清理干净,方可插入切片。
- 在导入切片堆栈后更改打印机将会关闭作业,您需要重新插入切片。
- 目前,无法保存项目文件。
- 请注意,导入切片堆栈时需要的文件类型是 .zip 文件,而不是包含切片文件的普通文件夹。
- 如果“打印摘要”窗口没有显示第一层的图片,这意味着 .zip 文件可能缺少第一张图片“slice_1.png”
调整打印设置
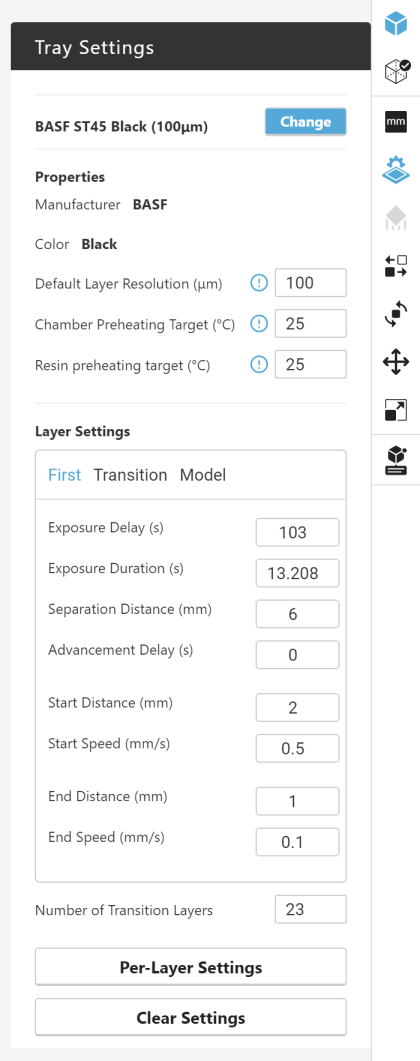
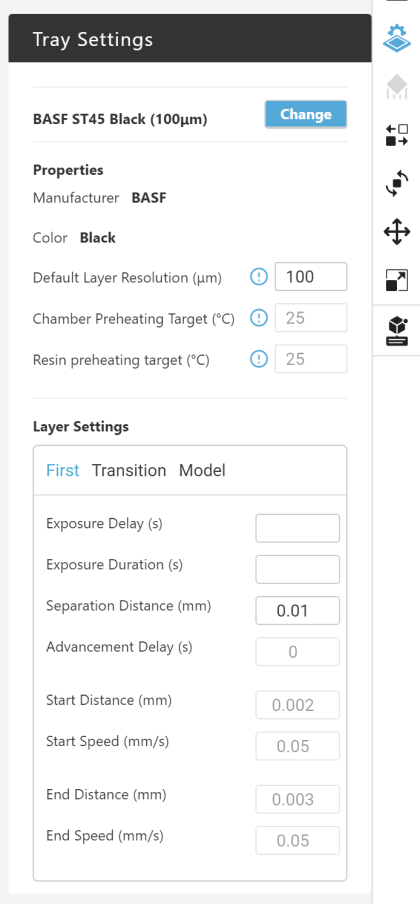
“托盘设置”的默认值由材料配置文件决定。您能否在“托盘设置”面板或材料库中进一步编辑这些值,取决于您是否拥有 OpenAM 许可证。
| 有 OpenAM 许可证 | 没有 OpenAM 许可证 |
|---|---|
 |
 |
可更改以下设置:
- 默认层分辨率 - 打印过程中固化的每层材料的厚度。
- Z 补偿 - 用于减轻由穿透固化引起的模型变形。朝下的表面按定义的值向上平移,以提高模型的精度。
- 腔室预热目标 - 打印期间的目标成型室温度。
- 树脂预热目标 - 打印期间的目标树脂温度。
- 边缘补偿 - 均匀应用于每个零件边界的精度补偿,用于微调零件尺寸。通常,增加固化深度或曝光持续时间还需要增加边缘补偿值以获得等效精度,而减少固化深度或曝光持续时间将需要较低的边缘补偿值。如果该值太高,可能会导致细微特征和纹理的分辨率降低。
- 额外基础层 - 为了缓解基础区域的额外收缩和不准确性,可以重复首层切片图像以增加 Z 高度。选择要添加的层数。
- 模型之间的间隙 - 模型之间的最小间距。
- 距打印边界的间隙 - 模型与打印边界之间的最小间距。
- 缩放 - 应用于托盘上所有模型的每个轴的线性缩放补偿。增加的值考虑了打印过程和后固化过程中发生的收缩。
- 层设置:可以对第一层和模型区域采用不同的设置。将对定义的过渡层数应用自动过渡。
- 曝光延迟 - 每层光固化之前的延迟。增加该值可进行更保守的打印。打印较大零件时很有用。为第一层减少此设置值,这可能会对零件与成型平台的附着力以及成型质量产生不利影响。
- 曝光持续时间 - 光固化阶段能量曝光的持续时间。以更高的层分辨率打印时,需要更长的曝光持续时间,反之亦然。更改此值可能会影响制造零件的质量、精度和性能,对于第一层,可能会对零件与成型平台的附着力产生不利影响。
- 分离距离 - 曝光后向上收缩距离。允许零件与层之间的成型界面/膜完全分离。可考虑为柔性材料和高伸长率弹性体增加此设置值,尤其是在打印较高零件或可能发生拉伸的成型件/结构时。对于后面一种情况,请考虑使用额外的支撑来加固成型件。
- 推进延迟 - 在向上收缩之后和向下接近之前,每层之间的延迟。请考虑为回弹较慢的弹性体增加此设置值,以留出层间松弛时间。
- 开始距离 - 光固化后分离的初始阶段。在此阶段,成型平台会缓慢向上缩回。对于柔性/弹性材料和较大的零件应考虑增加该值。
- 起始速度 - 光固化后分离的初始阶段。构建平台在此阶段缓慢向上收缩。对于高粘度材料和较大零件,应降低此速度。通常小于 2 mm/s。
- 结束距离 - 在向下接近结束时减速。对于高粘度材料和较大零件,应增加此距离。
- 结束速度 - 在向下接近结束时减速。对于粘度较高的材料和较大的零件,请减少此值。
使用材料库
如果您拥有 OpenAM 许可证,则可以使用材料库来管理 Origin 打印机的可用材料。
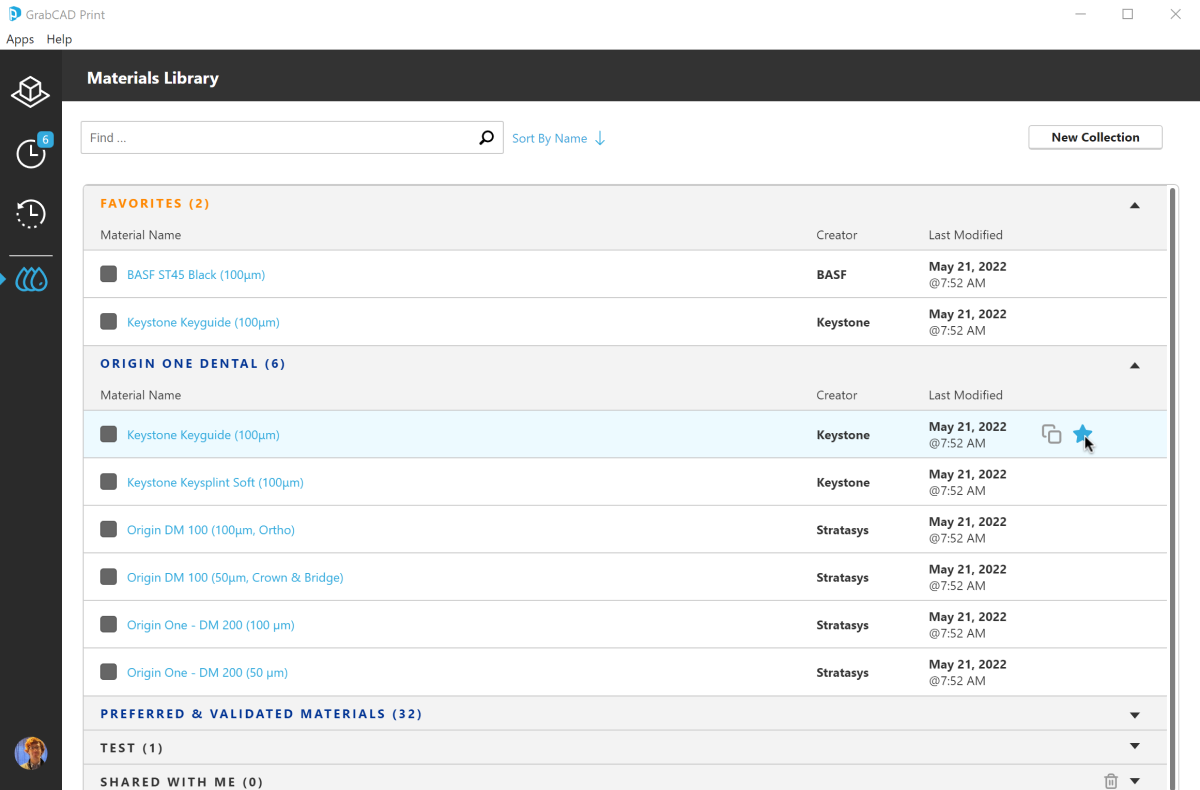
材料库具有以下功能:
- 将材料标记为收藏夹
- 组织成新的集合
- 编辑现有材料的默认值
- 使用完全自定义的值创建新材料
- 复制材料以创建其他配置文件