- Anciennes imprimantes PolyJet
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 et J720 Dental
- J750/J735
- J750 Digital Anatomy
- Gamme Objet24/30 V2
- Gamme Objet24/30 V3
- Objet30 V5 Pro et Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- Matériaux PolyJet
- Gamme Agilus30
- Biocompatible
- MED610 transparent biocompatible
- Matériaux dentaires
- Matériaux dentaires TrueDent
- Matériaux dentaires TrueDent-D
- Digital ABS Plus
- DraftGrey
- Elastico Clear/Black
- Température élevée
- MED610-DSG
- Assistance PolyJet
- Rigur et Durus
- Tango
- PolyJet ToughONE™
- Transparent
- Vero ContactClear
- Gamme Vero
- Veroflex
- VeroUltra Opaque
- Couleurs vives
- Matériaux de stéréolithographie
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- Somos® WaterShed® XC+
Préparation d'une fabrication pour les imprimantes SAF
Plutôt que d'être limité à la zone 2D du plateau, la H350 peut disposer les pièces dans la zone de fabrication du volume 3D complet. De ce fait, l'ajout de modèles à la fabrication est un processus en deux étapes :
- Les modèles sont ajoutés à la zone de préparation où les paramètres peuvent être ajustés.
- Les modèles sélectionnés sont ensuite imbriqués dans le nid 3D.

Zone de préparation
La zone de préparation est un plan 2D infini où des modèles peuvent être ajoutés et modifiés. Les modèles ne peuvent pas être ajoutés directement au nid, ils doivent d'abord être ajoutés à la zone de préparation.
Utilisez la zone de préparation pour :
- Mettez les modèles à l’échelle et/ou sélectionnez différentes unités pour les types de fichiers sans unité
- Effectuer une analyse et une réparation du maillage
- Inspectez votre modèle de tous les côtés avant de l'ajouter au nid 3D où il pourrait être obscurci
Pour en savoir plus sur la sélection d'une orientation pour votre modèle pour une finition de surface optimale, veuillez vous référer au Guide des meilleures pratiques H350.
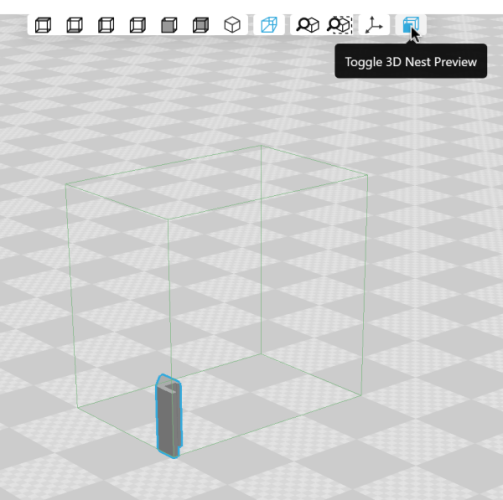
Lorsqu'un modèle est sélectionné, un contour du volume de fabrication s'affiche en vert pour vous donner une idée de l'échelle du modèle. Cette option peut être désactivée à partir de la bande de contrôle de la vue en haut de l'écran.
Avant que les modèles puissent être imbriqués, ils doivent être vérifiés et réparés à l'aide du mode d'analyse. Une préférence utilisateur, activée par défaut, vérifie automatiquement les modèles au fur et à mesure de leur ajout. Cela permet d'économiser une étape, mais peut nécessiter beaucoup de ressources pour les modèles complexes. Vous pouvez désactiver la préférence et vérifier les modèles manuellement à partir du mode Analyse. Si des modèles ont besoin d'être réparés, cliquez sur Réparer tous les modèles.
Un certain nombre d’actions peuvent être effectuées depuis la zone de préparation ou la zone d’imbrication :
- Dupliquer ou copier-coller des modèles
- Changer l’orientation et la verrouiller sur un ou plusieurs axes
- Mettre en miroir un modèle
- Ajoutez du texte à la surface d'un modèle à l'aide de l'outil Étiquettes. En savoir plus ici.
Imbrication automatique
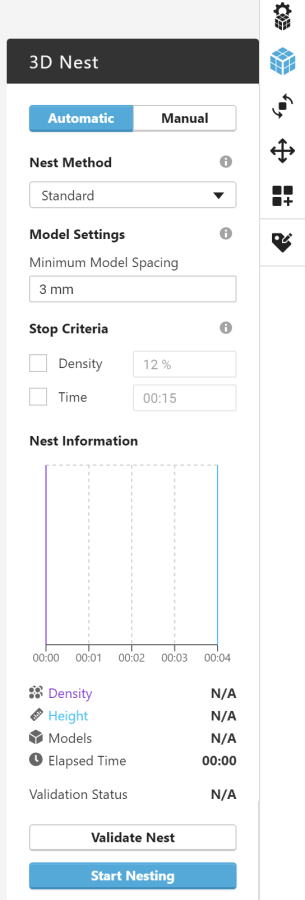
Le panneau Imbrication 3D contient quelques contrôles :
- La méthode d’imbrication peut être Standard ou Avancée.
- Compact peut renvoyer une solution d'imbrication plus dense mais peut contenir des enchevêtrements et prendre plus de temps à s'exécuter.
- Aucun enchevêtrement renverra toujours un nid sans enchevêtrements. Il peut être plus rapide à exécuter mais peut être moins dense.
| Faux positif | Faux négatif |
|---|---|
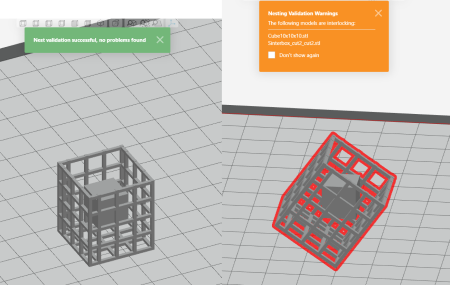 |  |
- Vous pouvez sélectionner l'espacement minimum entre les modèles. Lors du réglage de l'espacement minimum, veuillez vous référer au Guide des meilleures pratiques H350, mais en général, vous souhaiterez peut-être augmenter l'espacement minimum lors de l'impression de grandes pièces.
- Vous pouvez saisir une limite sur le processus d'imbrication automatique appelée critère d'arrêt. L'imbrication automatique peut prendre beaucoup de temps, en particulier lorsque vous essayez de créer une imbrication qui remplit tout le volume de fabrication ou lorsque vos modèles ont des formes complexes. Les critères d'arrêt vous permettent d'interrompre le processus avant qu'il n'ait terminé d'optimiser l'imbrication. Le résultat n'est peut-être pas l'impression la plus courte ou l'imbrication la plus dense possible, mais cela évite d'avoir à attendre la fin de l'optimisation complète. Vous pouvez également arrêter le processus d'imbrication manuellement. La section Informations sur l'imbrication affiche la progression détaillée du processus d'imbrication et vous pouvez arrêter le processus si l'optimisation est suffisante pour vos besoins.
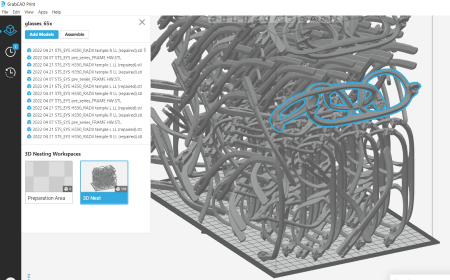
Pour commencer l'imbrication automatique, commencez par sélectionner les modèles que vous souhaitez imprimer. Vous pouvez utiliser CTRL+A pour sélectionner tout dans le projet, ou vous pouvez cliquer et faire glisser dans la visionneuse pour sélectionner plusieurs modèles. Vous pouvez également sélectionner des modèles individuellement en maintenant la touche CTRL enfoncée et en cliquant sur les modèles dans la visionneuse ou dans la liste des fichiers. Seuls les modèles sélectionnés sont imbriqués, et si des modèles sont déjà dans l'imbrication et ne sont pas sélectionnés, ils seront exclus de l'imbrication. Ces modèles apparaîtront en dehors du volume de fabrication dans le 3D Nest.
Imbrication manuelle
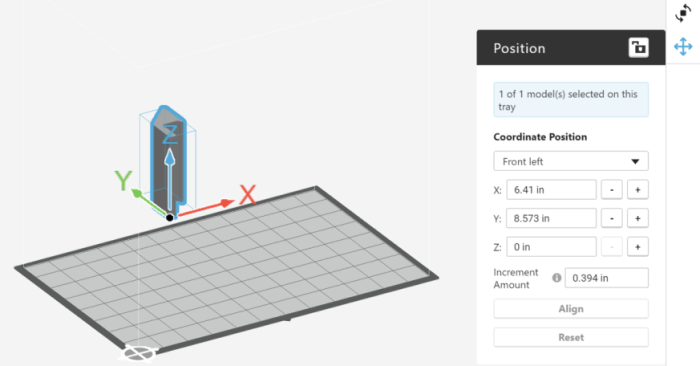
Une fois qu'un modèle est dans la vue 3D Nest, soit dans le volume de fabrication, soit juste à l'extérieur, vous pouvez déplacer ou réorienter manuellement le modèle à l'aide des outils de traduction et d'orientation. Activez le manipulateur 3D dans la bande de contrôle de la vue pour faire glisser librement votre modèle ou utilisez le panneau d'outils Position pour déplacer le modèle par incréments spécifiques.

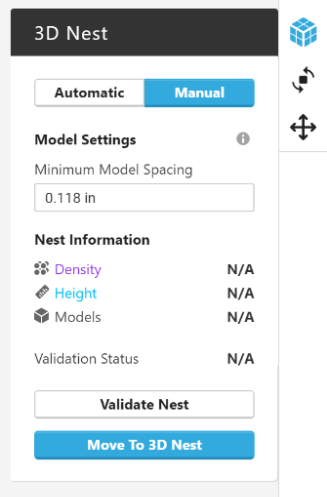
Ensuite, dans le panneau d'outils Imbrication 3D, cliquez sur Valider l'imbrication pour vous assurer que l'imbrication est imprimable et pour recalculer la densité et le temps d'impression.
Tableaux 3D
Une fois les modèles dans la zone d'imbrication, vous pouvez créer une matrice de doublons à l'aide de l'outil de matrice 3D :
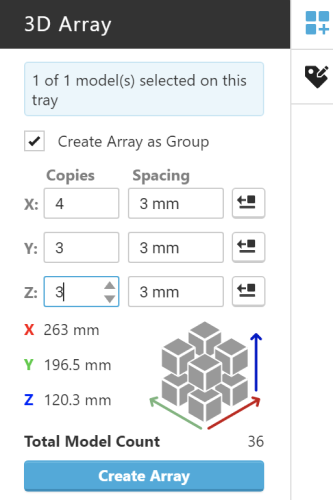
Le panneau d'outils vous permet de contrôler la taille du tableau, la direction dans laquelle le tableau s'agrandit par rapport au modèle d'origine, ainsi que l'espacement entre les modèles au sein du tableau. La fonction Créer un tableau en tant que groupe affecte la manière dont les modèles au sein du tableau peuvent être sélectionnés. Lorsque le tableau est créé en tant que groupe, il ne peut être sélectionné que dans son ensemble, et les opérations telles que le déplacement, la réorientation ou l'imbrication maintiendront la disposition du tableau. Lorsque vous décochez cette case, les modèles résultants dans le tableau sont ajoutés en tant que doublons individuels et peuvent être sélectionnés individuellement. Cela vous permettra de créer des tableaux autour d'autres pièces de votre fabrication, car vous pouvez créer un tableau, puis supprimer tous les modèles individuels qui interfèrent.
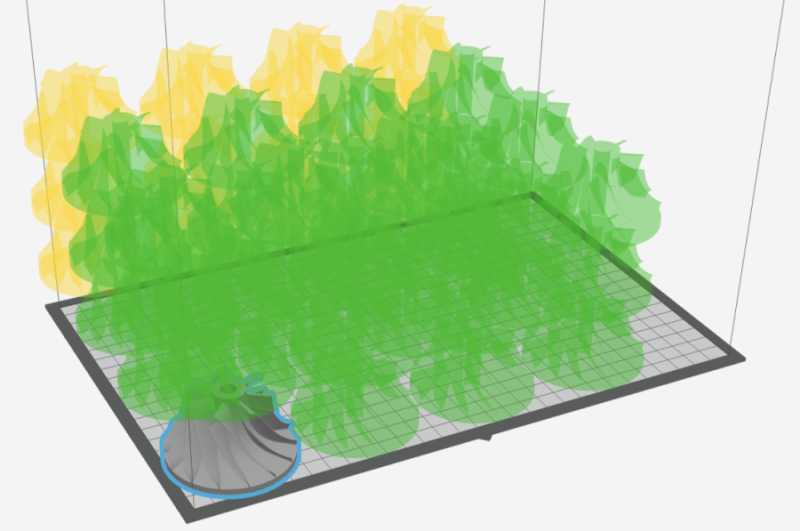
Lorsque vous créez un tableau, un aperçu s'affiche. Les modèles qui dépassent le volume de fabrication seront affichés en jaune.
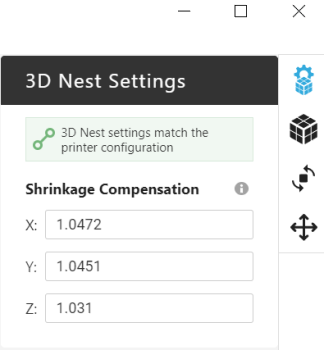
Compensation des pertes
Lorsque les modèles sont imprimés sur une imprimante SAF, leurs dimensions sont agrandies avant d'être envoyées à l'imprimante, car à mesure que le modèle imprimé refroidit, il rétrécit. La quantité précise d'agrandissement du modèle est appelée facteur de compensation de rétrécissement. Lors de l'étalonnage de l'imprimante, vous déterminez un facteur de compensation exact pour les directions X, Y et Z de la fabrication, et lorsque vous sélectionnez votre H350 dans GrabCAD Print, ces facteurs sont copiés dans le panneau Paramètres 3D Nest. Veuillez vous référer à votre Guide de l'utilisateur lors de la définition de ces valeurs.
Comment la compensation de retrait est appliquée
Dans GrabCAD Print, vous verrez toujours les mesures à l'état "froid", c'est-à-dire une fois l'impression terminée et les modèles réduits à leur taille prévue. L'outil d'échelle affiche les mesures de vos modèles telles que conçues, sans facteurs de compensation appliqués, et l'outil de positionnement et l'option d'espacement du modèle utilisent des mesures relatives à la taille réelle de votre modèle.
GrabCAD Print applique les facteurs de compensation à l'ensemble du volume d'imbrication. Les dimensions de l'enceinte de fabrication du H350 sont de 315 mm × 208 mm × 293 mm. Cependant, le volume d'imbrication visible dans GrabCAD Print est légèrement inférieur : 315 ∕ S X × 208 ∕ SY × 293 ∕ SZ, où SX, SY et SZ sont les facteurs de compensation du retrait en X, Y et Z. Ces facteurs sont appliqués à l'imbrication dans son ensemble, et non aux modèles individuels, ce qui garantit qu'ils n'interfèrent pas entre eux et ne dépassent pas les limites de l'enceinte de fabrication.
Comment la densité est-elle calculée ?
La « densité » en ce qui concerne le nid 3D fait référence à la quantité de volume de fabrication disponible qui est remplie de modèles pour la hauteur du nid. Cela peut être exprimé par la formule suivante :
![]()
Où S X et SY sont les facteurs de compensation de retrait en X et Y, la zone de fabrication du H350 est une constante (315 mm × 208 mm) et la hauteur de l'imbrication est affichée dans la section Informations sur l'imbrication du panneau d'outils Imbrication 3D. Seuls les facteurs de compensation de retrait X et Y sont appliqués dans le calcul de la densité car le Z est factorisé par la hauteur.
Si vous venez d'un autre logiciel
D'autres logiciels peuvent appliquer les facteurs de compensation de retrait différemment et également calculer la densité différemment.
Par exemple, dans Materialise Magics, le volume complet de la chambre de fabrication est disponible pour l'imbrication, mais les modèles et autres mesures sont affichés dans leur état "froid" tel que conçu, ce qui permet d'introduire des modèles plus nombreux ou plus grands dans l'imbrication. Les facteurs de compensation sont ensuite appliqués lors de la création du fichier de fabrication. La densité affichée dans Magics ne prend pas en compte la compensation de rétrécissement, donc avec la même imbrication, elle affichera une valeur de densité inférieure.