- Impresoras PolyJet antiguas
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 y J720 Dental
- J750/J735
- J750 Digital Anatomy
- Familia Objet24/30 V2
- Familia Objet24/30 V3
- Objet30 V5 Pro y Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- Materiales PolyJet
- Familia Agilus30
- Materiales biocompatibles
- Material biocompatible transparente MED610
- Materiales dentales
- Materiales dentales TrueDent
- Materiales dentales TrueDent-D
- ABS digital Plus
- DraftGrey
- Elastico Clear/Black
- Alta temperatura
- MED610-DSG
- Soporte PolyJet
- Rigur y Durus
- Tango
- PolyJet ToughONE™
- Materiales transparentes
- Vero ContactClear
- Familia Vero
- Veroflex
- VeroUltra opaco
- Colores vivos
- Materiales para estereolitografía
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- Somos® WaterShed® XC+
Preparación de una construcción para impresoras SAF
En lugar de limitarse al área 2D de la bandeja, el H350 puede organizar las piezas en el área de construcción de volumen 3D completo. Por este motivo, agregar modelos a la construcción es un proceso de dos pasos:
- Los modelos se agregan al área de preparación donde se pueden ajustar las configuraciones.
- Luego, los modelos seleccionados se anidan en el Nido 3D.

Área de preparación
El área de preparación es un plano 2D infinito donde se pueden agregar y modificar modelos. Los modelos no se pueden agregar directamente al nido, primero deben agregarse al área de preparación.
Use el área de preparación para:
- Escale los modelos y/o seleccione diferentes unidades para tipos de archivos sin unidad
- Realizar análisis y reparación de mallas
- Inspeccione su modelo desde todos los lados antes de agregarlo al nido 3D donde puede quedar oculto.
Para obtener más información sobre cómo seleccionar una orientación para su modelo a fin de obtener un acabado superficial óptimo, consulte la Guía de mejores prácticas del H350.
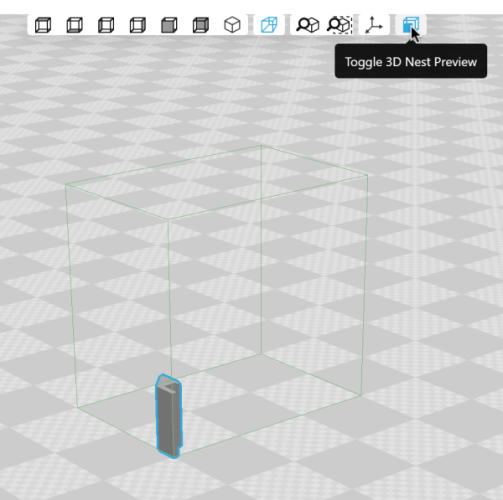
Cuando se selecciona un modelo, se muestra un contorno del volumen de construcción en verde para darle una idea de la escala del modelo. Esto se puede desactivar desde la tira de control de vista en la parte superior de la pantalla.
Antes de poder anidar los modelos, es necesario comprobarlos y repararlos mediante el modo de análisis . Una preferencia de usuario, que está activada de forma predeterminada, verifica los modelos automáticamente a medida que se agregan. Esto ahorra un paso, pero puede consumir muchos recursos para modelos complejos. Puede desactivar la preferencia y verificar los modelos manualmente desde el Modo de análisis. Si algún modelo necesita reparación, haga clic en Reparar todos los modelos.
Se pueden realizar varias acciones desde el área de preparación o desde el área de anidado:
- Duplicar o copiar y pegar modelos
- Cambiar la orientación y bloquearla en uno o más ejes
- Reflejar un modelo
- Agregue texto a la superficie de un modelo usando la herramienta de etiquetas. Obtenga más información aquí.
Anidado automático
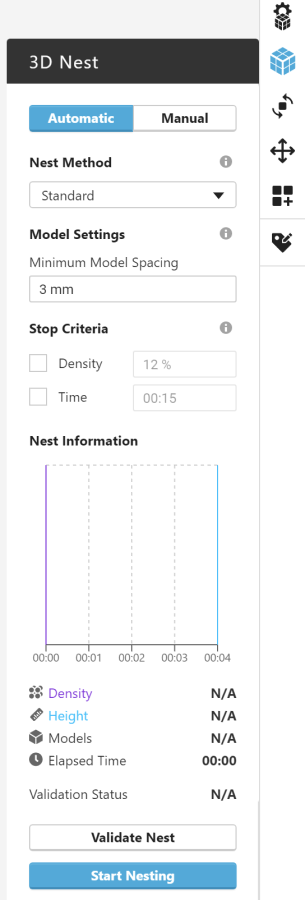
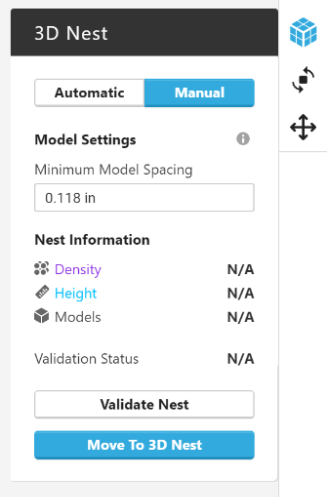
El panel Anidamiento 3D contiene algunos controles:
- El método de anidado puede ser estándar o avanzado.
- Compacto puede ofrecer una solución de anidado más densa, pero puede contener interbloqueos que prolongarán su ejecución.
- Sin interbloqueos siempre devolverá un nido sin interbloqueos. Puede que la ejecución sea más rápida, pero la densidad puede ser menor.
| Falso positivo | Falso negativo |
|---|---|
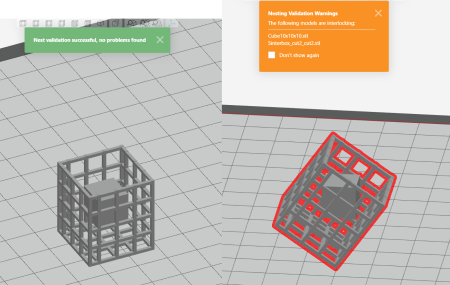 |  |
- Puede seleccionar el espacio mínimo entre modelos. Al ajustar el espaciado mínimo, consulte la Guía de mejores prácticas de H350, pero en general, es posible que desee aumentar el espaciado mínimo al imprimir piezas grandes.
- Puede ingresar un límite en el proceso de anidado automático denominado Criterio de detención. La anidación automática puede llevar mucho tiempo, especialmente cuando se intenta crear una anidación que llene todo el volumen de construcción o cuando los modelos tienen formas complejas. Los Criterios de detención le permiten interrumpir el proceso antes de que haya terminado de optimizar el anidado. El resultado puede no ser la impresión más corta ni el anidamiento más denso posible, pero evita tener que esperar a que se complete la optimización. También puede detener el proceso de anidación manualmente. La sección Información de anidado muestra el progreso detallado del proceso de anidado y puede detener el proceso si la optimización es suficiente para sus necesidades.
Para comenzar la anidación automática, comience seleccionando los modelos que desea imprimir. Puede usar CTRL+A para seleccionar todo en el proyecto o puede hacer clic y arrastrar en el visor para seleccionar varios modelos. También puede seleccionar modelos individualmente manteniendo presionada la tecla CTRL y haciendo clic en los modelos en el visor o en la lista de archivos. Solo se anidan los modelos seleccionados y, si ya hay modelos en el nido y no están seleccionados, se excluirán del nido. Estos modelos aparecerán fuera del volumen de construcción en el anidado 3D.
Anidado manual
Una vez que un modelo está en la vista de anidado 3D, ya sea en el volumen de construcción o justo fuera de él, puede mover o reorientar manualmente el modelo con las herramientas de traducción y orientación. Habilite el manipulador 3D en la franja de control de vista para arrastrar libremente su modelo o use el panel de herramientas de Posición para mover los incrementos específicos del modelo.

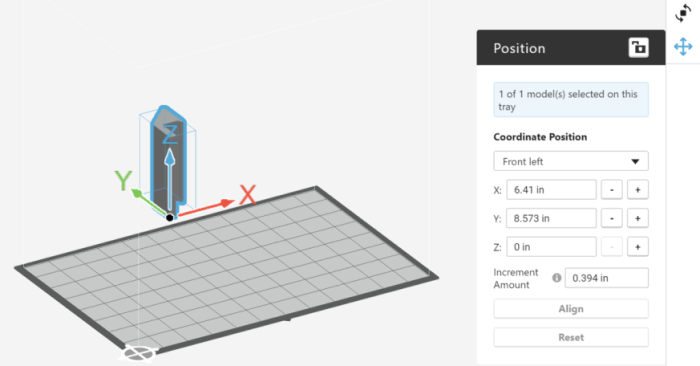
A continuación, en el panel de herramientas de anidado 3D, haga clic en Validar anidado para asegurarse de que el anidado se pueda imprimir y para volver a calcular la densidad y el tiempo de impresión.
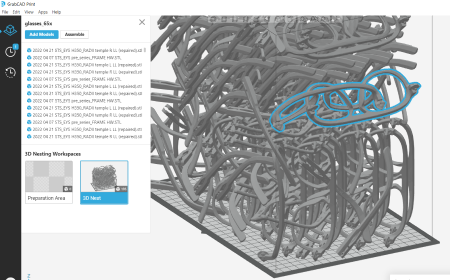
Matrices 3D
Una vez que los modelos están en el área de anidado, puede crear una matriz de duplicados con la herramienta de matriz 3D:
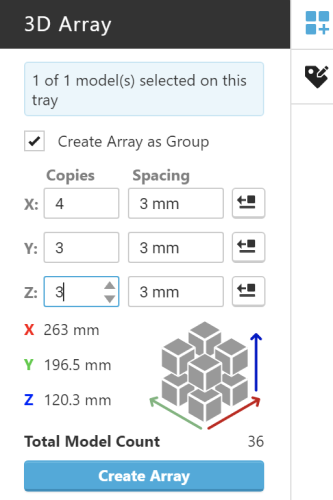
El panel de herramientas le permite controlar el tamaño de la matriz, la dirección de crecimiento de la matriz en relación con el modelo original, así como el espacio entre los modelos dentro de la matriz. Crear matriz como grupo afecta cómo se pueden seleccionar los modelos dentro de la matriz. Cuando la matriz se crea como un grupo, la matriz solo se puede seleccionar como un todo y las operaciones como mover, reorientar o anidar mantendrán la disposición de la matriz. Cuando anula la selección de esta casilla de verificación, los modelos resultantes en la matriz se agregan como duplicados individuales y se pueden seleccionar individualmente. Esto le permitirá crear matrices alrededor de otras partes de su construcción, ya que puede crear una matriz y luego eliminar cualquier modelo individual que interfiera.
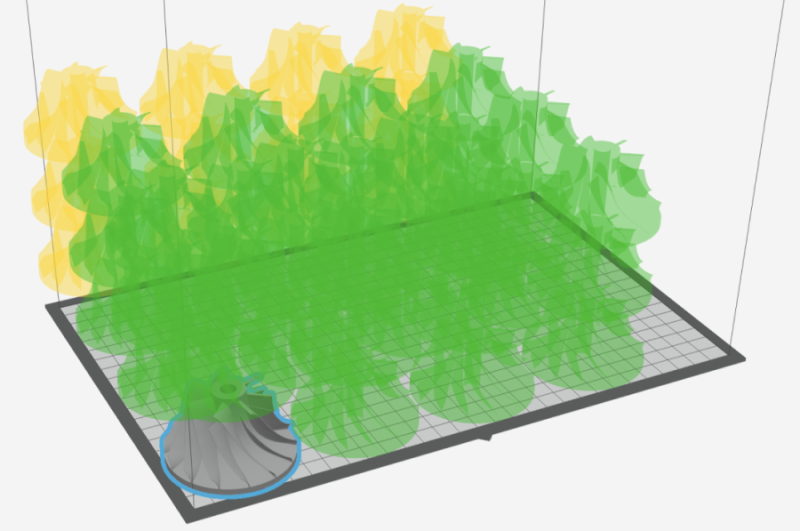
Cuando se crea una matriz, se muestra una vista previa. Los modelos que excedan el volumen de construcción se mostrarán en amarillo.
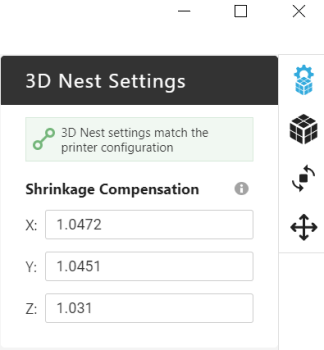
Compensación de contracción
Cuando los modelos se imprimen en una impresora SAF, sus dimensiones se amplían antes de enviarlos a la impresora, porque a medida que el modelo impreso se enfría, se contrae. La cantidad precisa en que se amplía el modelo se denomina factor de compensación de contracción. Durante la calibración de la impresora, usted determina un factor de compensación exacto para las direcciones X, Y y Z de la construcción, y cuando selecciona su H350 en GrabCAD Print, esos factores se copian en el panel de configuración de anidado 3D. Consulte su Guía del usuario al configurar estos valores.
Cómo se aplica la compensación de contracción
En GrabCAD Print, siempre verá las medidas en estado "frío", es decir, después de que se complete la impresión y los modelos se hayan reducido a su tamaño definitivo. La herramienta de escala muestra las medidas de sus modelos tal como se diseñaron, sin aplicar factores de compensación, y la herramienta de posición y la opción de espaciado del modelo usan medidas relativas al tamaño real de su modelo.
La forma en que GrabCAD Print aplica los factores de compensación es a todo el volumen del nido. Las dimensiones de la cámara de construcción H350 son 315 mm × 208 mm × 293 mm, sin embargo, el volumen del anidado que ve en GrabCAD Print es ligeramente menor, 315 ∕ S X × 208 ∕ SY × 293 ∕ SZ, donde SX, SY y SZ son los factores de compensación de contracción en X, Y y Z. Los factores de compensación de contracción se aplican al anidado como un todo, no a los modelos individuales, lo que garantiza que no interfieran entre sí ni excedan los límites de la cámara de construcción.
Cómo se calcula la densidad
"Densidad", en relación con el nido 3D, se refiere a la cantidad de volumen de construcción disponible que se llena con modelos para la altura del nido. Se puede expresar con la siguiente fórmula:
![]()
Donde S X y SY son los factores de compensación de contracción en X e Y, el área de construcción del H350 es una constante (315 mm × 208 mm) y la altura del anidado se muestra en la sección Información de nido del panel de herramientas de anidado 3D. Solo los factores de compensación de contracción X e Y se aplican en el cálculo de la densidad porque la Z está factorizada por la altura.
Si viene de otro software
Es posible que otros programas apliquen los factores de compensación de contracción de manera diferente y también calculen la densidad de manera diferente.
Por ejemplo, en Materialise Magics, el volumen completo de la cámara de construcción está disponible para anidar, pero los modelos y otras medidas se muestran en su estado "frío" tal como se diseñaron, lo que permite que más modelos o más grandes entren en el anidado. Luego, los factores de compensación se aplican durante la creación del archivo de compilación. La densidad que se muestra en Magics no tiene en cuenta la compensación de contracción, por lo que, dado el mismo nido, mostrará un valor más bajo para la densidad.