- Stampanti legacy PolyJet
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- Dental J700 e J720
- J750/J735
- J750 Digital Anatomy
- Famiglia Objet24/30 V2
- Famiglia Objet24/30 V3
- Objet30 V5 Pro e Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- Materiali PolyJet
- Famiglia Agilus30
- Biocompatibile
- Biocompatible Clear MED610™
- Materiali odontoiatrici
- Materiali odontoiatrici TrueDent
- Materiali dentali TrueDent-D
- ABS digitale Plus
- DraftGrey
- Elastico Clear/Black
- Alta temperatura
- MED610-DSG
- Supporto PolyJet
- Rigur e Durus
- Tango
- PolyJet ToughONE™
- Trasparenti
- Vero ContactClear
- Gamma Vero
- VeroFlex
- VeroUltra Opaque
- Colori vividi
- Materiali per stereolitografia
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- Somos® WaterShed® XC+
Preparazione di una build per le stampanti SAF
Invece di limitarsi all'area 2D del vassoio, la H350 può disporre i pezzi nell'intera area di stampa del volume 3D. Per questo motivo, la procedura per aggiungere modelli si articola in due fasi:
- I modelli vengono aggiunti all'area di preparazione in cui è possibile regolare le impostazioni.
- I modelli selezionati vengono quindi nidificati nel 3D Nest.

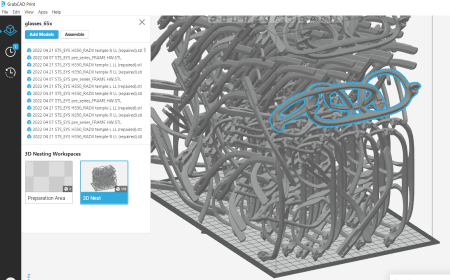
Area di preparazione
L'area di preparazione è un piano 2D infinito in cui è possibile aggiungere e modificare modelli. I modelli non possono essere aggiunti direttamente al nido, ma devono prima essere aggiunti all'area di preparazione.
Utilizzare l'area di preparazione per:
- Ridimensionare i modelli e/o selezionare unità diverse per i tipi di file senza unità
- Eseguire l'analisi e la riparazione della maglia
- Ispeziona il modello da tutti i lati prima di aggiungerlo all'annidamento 3D dove potrebbe non essere visibile
Per saperne di più sulla scelta dell'orientamento del modello per ottenere una finitura superficiale ottimale, consulta la Guida alle best practice H350.
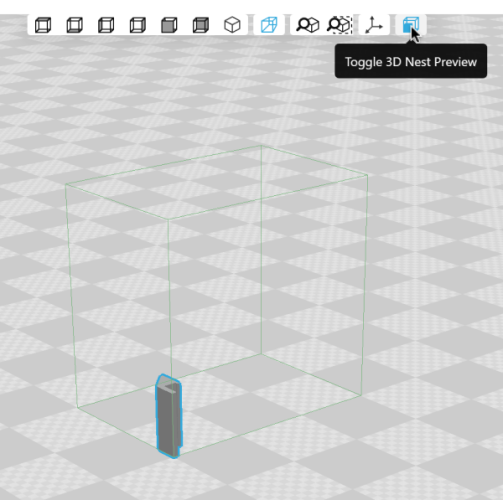
Selezionando un modello, il contorno del volume di costruzione viene visualizzato in verde per darti un'idea della scala del pezzo. Questa opzione può essere disattivata tramite la barra di controllo della vista nella parte superiore dello schermo.
Prima che i modelli possano essere annidati, è necessario controllarli e ripararli utilizzando la modalità di analisi . Una preferenza utente, attivata per impostazione predefinita, controlla automaticamente i modelli man mano che vengono aggiunti. Ciò consente di risparmiare un passaggio, ma può richiedere molte risorse per i modelli complessi. È possibile disattivare la preferenza e controllare manualmente i modelli dalla modalità di analisi. Se alcuni modelli necessitano di correzione, clicca su Correggi tutti i modelli.
È possibile eseguire una serie di azioni dall'area di preparazione o dall'area di nidificazione:
- Duplicare o copiare e incollare i modelli
- Modificare l'orientamento e bloccarlo su uno o più assi
- Specchiare un modello
- Aggiungere testo sulla superficie di un modello utilizzando lo strumento etichette. scopri di più qui.
Annidamento automatico
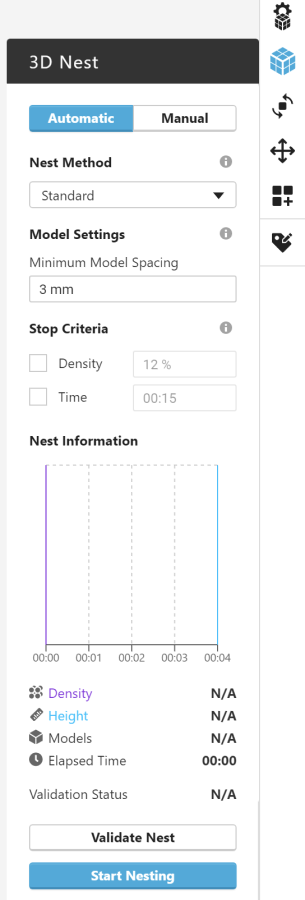
Il pannello Nesting 3D contiene alcuni controlli:
- Il metodo di nidificazione può essere standard o avanzato.
- Compact può restituire una soluzione di annidamento più densa, ma potrebbe contenere interblocchi e richiedere tempi di esecuzione più lunghi.
- Nessun interblocco restituirà sempre un annidamento senza interblocchi. Potrebbe essere più veloce da eseguire ma potrebbe essere meno denso.
| Falso positivo | Falso negativo |
|---|---|
 |  |
- È possibile selezionare la spaziatura minima tra i modelli. Per regolare la spaziatura minima, fare riferimento alla Guida alle best practice H350, ma in generale, potrebbe essere necessario aumentare la spaziatura minima quando si stampano parti di grandi dimensioni.
- È possibile impostare un limite alla procedura di annidamento automatico denominato Criterio di arresto. Il nesting automatico può richiedere molto tempo, soprattutto quando si cerca di riempire l'intero volume di stampa o quando i modelli hanno forme complesse. I criteri di arresto consentono di interrompere il processo prima che l'ottimizzazione del nesting sia terminata. Il risultato potrebbe non essere la stampa più corta o l'annidamento più denso possibile, ma evita di dover attendere il completamento dell'ottimizzazione. È anche possibile interrompere manualmente il processo di annidamento. Nella sezione Informazioni sul nesting viene visualizzato lo stato di avanzamento dettagliato del processo di nesting; è possibile interrompere il processo se l'ottimizzazione è sufficiente per le proprie esigenze.
Per avviare l'annidamento automatico, inizia selezionando i modelli che desideri stampare. È possibile utilizzare CTRL+A per selezionare tutti gli elementi del progetto o cliccare e trascinare sul visualizzatore per selezionare più modelli con un riquadro. È anche possibile selezionare i modelli singolarmente tenendo premuto il tasto CTRL e cliccando sui modelli nel visualizzatore o nell'elenco dei file. Vengono raggruppati solo i modelli selezionati e se nel gruppo sono già presenti modelli non selezionati, verranno esclusi. Questi modelli appariranno all'esterno del volume di stampa nel 3D Nest.
Annidamento manuale
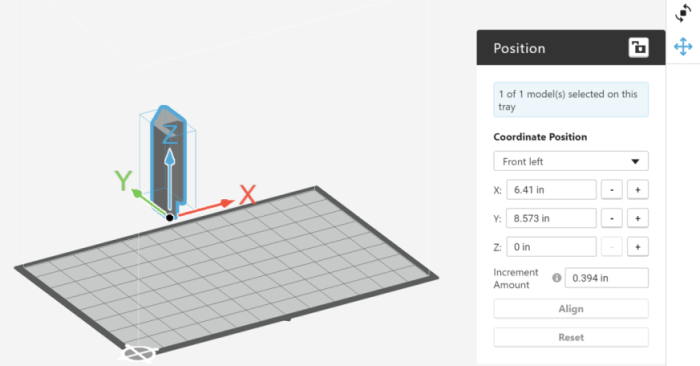
Una volta che un modello si trova nella vista 3D Nest, nel volume di stampa o appena al di fuori di esso, è possibile spostarlo o riorientarlo manualmente utilizzando gli strumenti di traslazione e orientamento. Abilita il manipolatore 3D nella striscia di controllo della vista per trascinare liberamente il modello oppure utilizza il pannello degli strumenti Posizione per spostare incrementi specifici del modello.

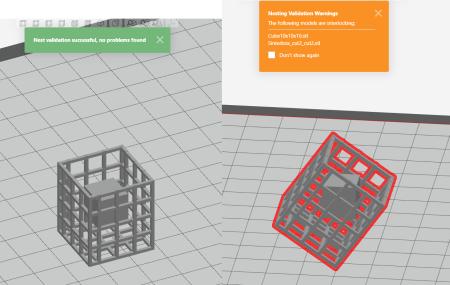
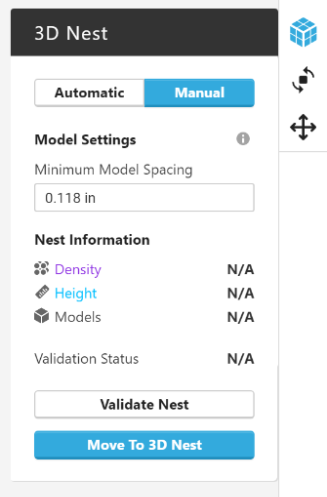
Quindi, nel pannello strumenti di 3D Nest, cliccare su Convalida nest per assicurarsi che l'annidamento sia stampabile e per ricalcolare la densità e il tempo di stampa.
Matrici 3D
Una volta che i modelli si trovano nell'area di annidamento, è possibile creare una serie di duplicati utilizzando lo strumento matrice 3D:
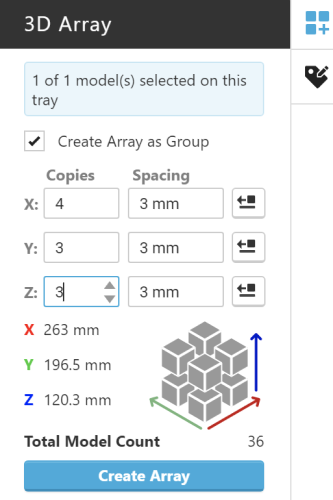
Il pannello strumenti permette di controllare le dimensioni della matrice, la direzione di crescita rispetto al modello originale, nonché la spaziatura tra i modelli al suo interno. L'opzione Crea matrice come gruppo influisce sulla modalità di selezione dei modelli all'interno della matrice. Quando viene creata come gruppo, la matrice può essere selezionata solo nel suo insieme e le operazioni come lo spostamento, il riorientamento o l'annidamento ne manterranno la disposizione. Se si rimuove la spunta da questa casella, i modelli risultanti nella matrice vengono aggiunti come duplicati singoli e possono essere selezionati individualmente. Questo permetterà di creare matrici intorno ad altre parti della stampa, poiché si può creare una matrice e poi eliminare tutti i singoli modelli che interferiscono.
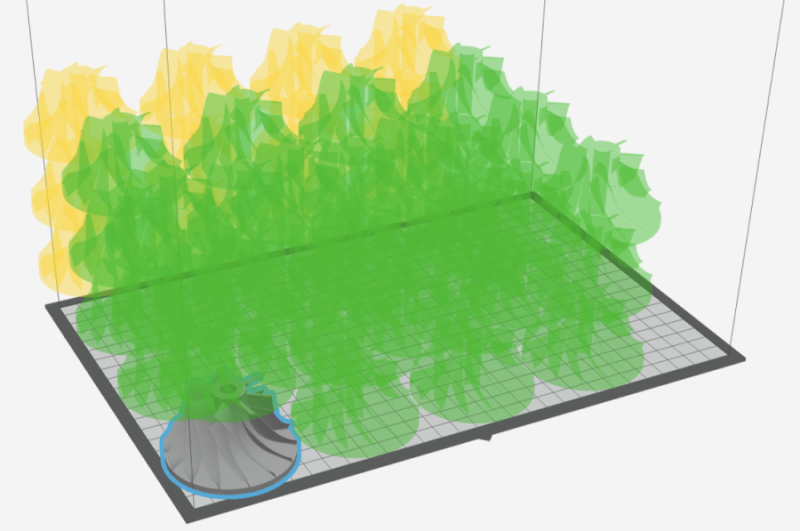
Quando si crea un array, viene visualizzata un'anteprima. I modelli che eccedono il volume di stampa vengono visualizzati in giallo.
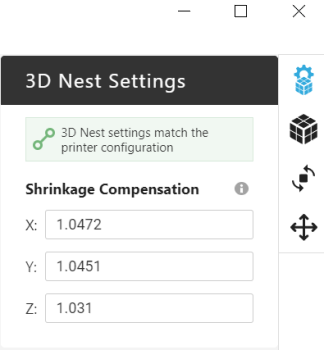
Compensazione del restringimento
Quando i modelli vengono stampati su una stampante SAF, le loro dimensioni vengono ingrandite prima di essere inviati alla stampante, perché raffreddandosi, il modello stampato si restringe. L'entità precisa dell'ingrandimento del modello è definita fattore di compensazione del restringimento. Durante la calibrazione della stampante, si stabilisce un fattore di compensazione esatto per le direzioni X, Y e Z della costruzione; selezionando la H350 in GrabCAD Print, questi fattori vengono copiati nel pannello delle impostazioni di 3D Nest. Per impostare questi valori, fare riferimento alla Guida per l'utente .
Come viene applicata la compensazione per il calo
In GrabCAD Print, le misurazioni saranno sempre visualizzate nello stato "a freddo", ovvero dopo che la stampa è stata completata e i modelli sono tornati alle dimensioni di progetto. Lo strumento Scala mostra le misure dei modelli così come sono stati progettati, senza l'applicazione di fattori di compensazione, mentre lo strumento Posizione e l'opzione Spaziatura modello utilizzano le misure relative alle dimensioni reali del modello.
GrabCAD Print applica i fattori di compensazione all'intero volume del nido. Le dimensioni della camera di stampa della H350 sono 315×208×293 mm, tuttavia il volume di annidamento in GrabCAD Print è leggermente inferiore, 315 ∕ S X × 208 ∕ SY × 293 ∕ SZ, dove SX, SY e SZ sono i fattori di compensazione del restringimento in X, Y e Z. Tali fattori di compensazione vengono applicati complessivamente al nest e non ai singoli modelli, garantendo che non interferiscano tra loro o superino i limiti della camera di stampa.
Come viene calcolata la densità
Per "densità", in relazione all'annidamento 3D, si intende la quantità di volume di stampa disponibile che viene riempito con modelli per l'altezza del nest. Può essere espresso con la seguente formula:
![]()
Laddove S X e SY sono i fattori di compensazione del restringimento in X e Y, l'area di stampa della H350 è una costante (315×208 mm) e l'altezza del nest è visualizzata nella sezione Informazioni annidamento del pannello strumenti di 3D Nest. Nel calcolo della densità vengono applicati solo i fattori di compensazione del restringimento X e Y, perché Z è escluso a causa dell'altezza.
Se provieni da un altro software
Altri software potrebbero applicare i fattori di compensazione del restringimento in modo diverso e anche calcolare la densità in modo diverso.
Ad esempio, in Materialise Magics, l'intero volume della camera di stampa è disponibile per il nesting, ma i modelli e altre misurazioni vengono visualizzati nel loro stato "a freddo" come progettato, consentendo l'inserimento di modelli più grandi o in numero maggiore nell'annidamento. I fattori di compensazione vengono quindi applicati durante la creazione del file di stampa. La densità mostrata in Magics non tiene conto della compensazione del restringimento, quindi, dato lo stesso annidamento, mostrerà un valore di densità inferiore.