- PolyJet Legacy 打印机
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 和 J720 Dental
- J750/J735
- J750 Digital Anatomy
- Objet24/30 V2 系列
- Objet24/30 V3 系列
- Objet30 V5 Pro 和 Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- 立体光刻材料
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- 索莫斯® WaterShed® XC+
为 SAF 打印机准备成型件
H350 不仅限于托盘的 2D 区域,而是可以在整个 3D 体积成型区域中排列零件。因此,将模型添加到成型件中分两步进行:
- 将模型添加到准备区域,该区域的设置是可以调整的。
- 然后将选择的模型嵌入 3D 嵌套中。

准备区域
准备区域是一个无限的 2D 平面,可以在其中添加和修改模型。模型不能直接添加到嵌套中,必须先添加到准备区域。
使用准备区域执行以下操作:
- 确定模型比例和/或为无单位文件类型选择不同的单位
- 执行网格分析和维修
- 先全方位检查模型,然后再将模型添加到 3D 嵌套,在嵌套中模型可能会被遮挡
要了解有关为模型选择方向以获得最佳表面光洁度的更多信息,请参阅 H350 最佳实践指南。
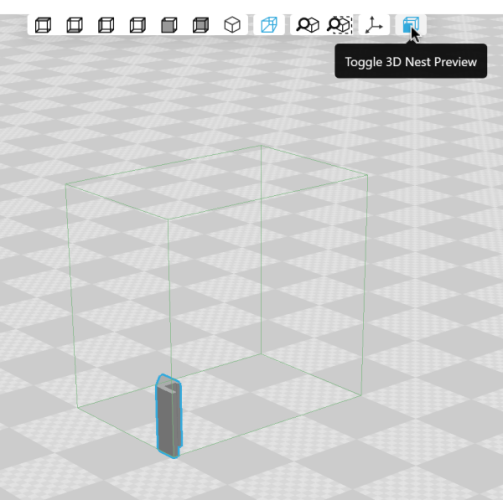
选择模型后,成型体积的轮廓将显示为绿色,以便您了解模型的比例。这可以从屏幕顶部的视图控制栏关闭。
在可以对模型进行嵌套前,必须使用分析模式来检查和修复模型。默认开启的用户首选项会在添加模型时自动检查模型。这虽然省去了一步,但对于复杂的模型来说可能会耗费大量资源。您可以禁用该首选项并在“分析模式”下手动检查模型。如果有任何模型需要修复,请单击“修复所有模型”。
可以在准备区域或嵌套区域执行多种操作:
- 创建模型副本或复制和粘贴模型
- 更改方向并将其锁定在一个或多个轴上
- 镜像模型
- 使用标签工具将文本添加到模型的表面。单击此处了解更多信息。
自动嵌套
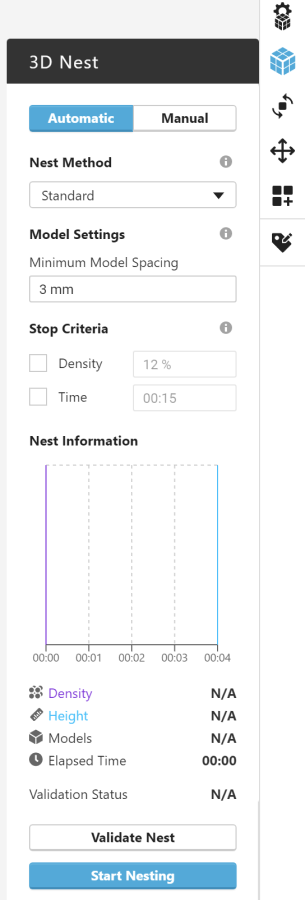
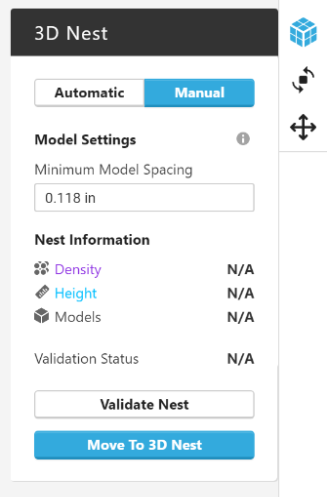
“3D 嵌套”面板包含一些控件:
- 嵌套方法可以是标准方法,也可以是高级方法。
- 紧凑可能会返回更密实的嵌套解决方案,但可能包含互锁并且需要更长的运行时间。
- 无互锁将始终返回没有互锁的嵌套。它可能运行得更快,但密度可能更低。
| 误报 | 漏报 |
|---|---|
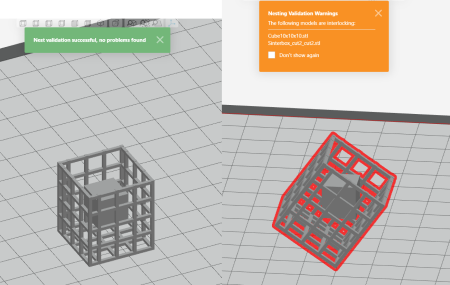 |  |
- 您可以选择模型之间的最小间距。调整最小间距时,请参考 H350 最佳实践指南,但一般来说,在打印大型零件时,您可能希望增加最小间距。
- 您可以在自动嵌套过程中输入一个称为“停止标准”的限制。自动嵌套可能需要很长时间,尤其是在尝试创建填充整个成型腔体积的嵌套或模型形状比较复杂时。“停止条件”能让您在完成嵌套优化之前中断进程。结果可能不是时间最短的打印或最密集的嵌套,但它避免了等待完全优化完成的过程。您也可以手动停止嵌套过程。“嵌套信息”部分显示嵌套过程的详细进度,并且如果优化已经满足您的需求,则可以停止该过程。
要开始自动嵌套,请先选择要打印的模型。您可以使用 CTRL+A 选择项目中的所有内容,也可以在查看器中单击并拖动以框选多个模型。您还可以通过按住 CTRL 键并单击查看器或文件列表中的模型来逐个选择模型。只有选中的模型才能嵌套,如果有的模型已经在嵌套中但未选中,则会从嵌套中排除。这些模型会显示在 3D 嵌套的成型体积之外。
手动嵌套
一旦模型位于 3D 嵌套视图中,无论是在成型体积中还是在成型体积外,您都可以使用转换和定向工具手动移动或重新定向模型。启用视图控制条中的 3D 操纵器,自由拖动模型,或使用“位置”工具面板移动模型特定的增量。

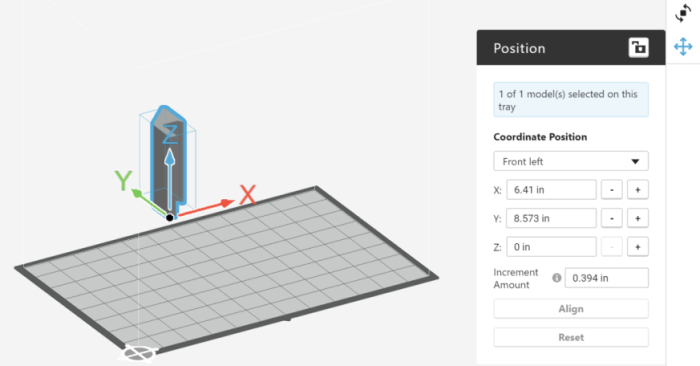
然后在 3D 嵌套工具面板中,单击“验证嵌套”确保嵌套可打印并重新计算密度和打印时间。
3D 阵列
一旦模型位于嵌套区域,您就可以使用 3D 阵列工具创建重复项阵列:
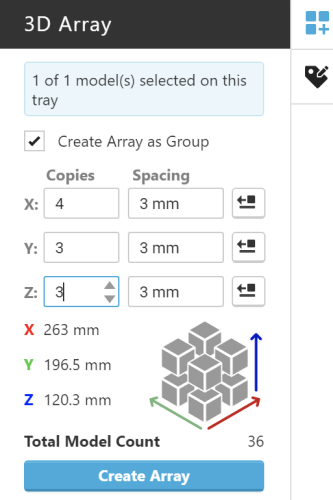
工具面板允许您控制阵列的大小、阵列相对于原始模型的增长方向,以及阵列中模型之间的间距。将阵列创建为组会影响阵列内模型的选择方式。将阵列创建为组时,阵列只能作为一个整体选中,移动、重定向或嵌套等操作都会保持阵列的排列方式。如果取消选中此复选框,则阵列中生成的模型可作为单独的副本添加,并且可以单独选择。这将允许您围绕成型件中的其他零件创建阵列,因为您可以创建一个阵列,然后删除任何产生干扰的单个模型。
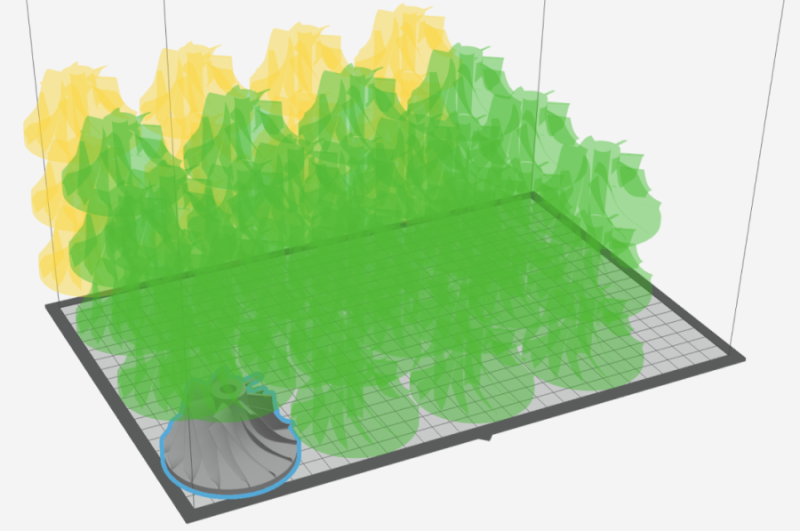
创建阵列时,将显示预览。超过成型腔体积的模型将显示为黄色。
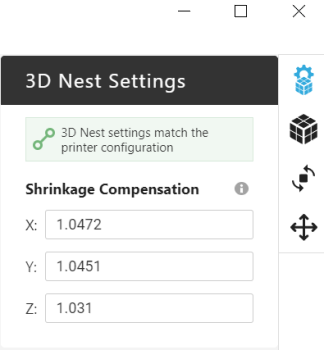
收缩率补偿
在 SAF 打印机上打印模型时,其尺寸会在发送到打印机之前放大,因为随着打印模型冷却,它会收缩。模型放大的精确量称为收缩率补偿系数。在校准打印机时,您可以确定成型件的 X 轴、Y 轴和 Z 轴的精确补偿系数,并且如果您在 GrabCAD Print 中选择 H350,这些系数会复制到“3D 嵌套设置”面板中。在设置这些值时,请参阅您的用户指南。
如何应用收缩补偿
在 GrabCAD Print 中,您会始终看到测量值处于“冷”状态,这意味着打印已完成,并且模型已缩小至设计的尺寸。缩放工具显示模型的原始设计测量值,不应用补偿系数,位置工具和模型间距选项使用的是相对于模型真实尺寸的测量值。
GrabCAD Print 将补偿系数应用于整个嵌套体积的方式。H350 成型室的尺寸为 315 毫米 × 208 毫米 × 293 毫米,但您在 GrabCAD Print 中看到的嵌套体积略小,为 315 ∕ S X × 208 ∕ SY × 293 ∕ SZ,其中 SX, SY and SZ 是 X、Y 和 Z 中的收缩补偿系数。收缩补偿系数应用于整个嵌套,而不是单个模型,这确保了它们不会相互干扰或超出成型室的边界。
如何计算密度
就 3D 嵌套而言,“密度”是指在嵌套高度范围内,可用成型腔体积中被模型填充的比例。可以用以下公式表示:
![]()
其中 S X 和 SY 是 X 轴和 Y 轴的收缩补偿系数,H350 的成型区域是一个常数(315 毫米 × 208 毫米),嵌套高度显示在“3D 嵌套”工具面板的“嵌套信息”部分中。在密度计算中仅使用 X 和 Y 收缩补偿系数,因为 Z 是根据高度计算出来的系数。
如果您使用其他软件
其他软件可能以不同的方式应用收缩补偿系数,并且计算密度的方式也不同。
例如,在 Materialise Magics 中,完整的成型室体积可用于嵌套,但模型和其他测量值显示为设计时的“冷”状态,以便让更多或更大的模型进入嵌套。然后,在成型文件的创建过程中会应用补偿系数。Magics 中显示的密度不考虑收缩补偿,因此对于相同的嵌套,显示的密度值较低。