- Auslaufmodelle der PolyJet-Drucker
- Alaris30 V1
- Connex260
- Connex350 / 500
- Eden250
- Eden260
- Eden260V / VS
- Eden330
- Eden350
- Eden350V/500V
- J700 und J720 Dental
- J750 / J735
- J750 Digital Anatomy
- Objet24 / 30 V2-Familie
- Objet24 / 30 V3-Familie
- Objet30 V5 Pro und Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350 / 500 Connex 1-2-3
- Objet1000 Plus
- PolyJet-Materialien
- Agilus30-Familie
- Biokompatibel
- Biokompatibles Material Clear MED610
- Zahnmedizinische Materialien
- TrueDent für die Zahnmedizin
- TrueDent-D-Materialien für die Zahnmedizin
- Digital ABS Plus
- DraftGrey
- Elastico Clear/Black
- Hohe Temperatur
- MED610-DSG
- PolyJet-Support
- Rigur und Durus
- Tango
- PolyJet ToughONE™
- Transparent
- Vero ContactClear
- Vero-Familie
- Veroflex
- VeroUltra Opaque
- Lebhafte Farben
- Stereolithografie-Materialien
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- Somos® WaterShed® XC+
Anpassen der FDM-Druckeinstellungen
Grundeinstellungen:
Erweiterte Einstellungen:
Die verfügbaren Einstellungen hängen vom Druckermodell, dem ausgewählten Material und dem Dateiformat des ausgewählten Modells ab. Die vom Dateiformat und vom Material abhängigen Einstellungen sind in den Beschreibungen vermerkt. Die vom Drucker abhängigen Einstellungen sind im Folgenden in die Abschnitte Grundlegend und Erweitert unterteilt.
Grundeinstellungen
Diese Einstellungen sind für alle unterstützten FDM-Drucker verfügbar. Für uPrint- und Dimension-Drucker stehen nur diese Grundeinstellungen zur Verfügung, während für andere Drucker auch erweiterte Einstellungen möglich sind. Weiter zum Abschnitt.
Plattformeinstellungen
Diese Eigenschaften müssen für alle Modelle auf einer Plattform gleich sein. Wenn Sie einen echten Drucker und keinen Vorlagendrucker auswählen, werden die Werte hier mit den Einstellungen des Druckers gefüllt, und ein grünes Symbol zeigt an, dass die Einstellungen mit denen des Druckers übereinstimmen.
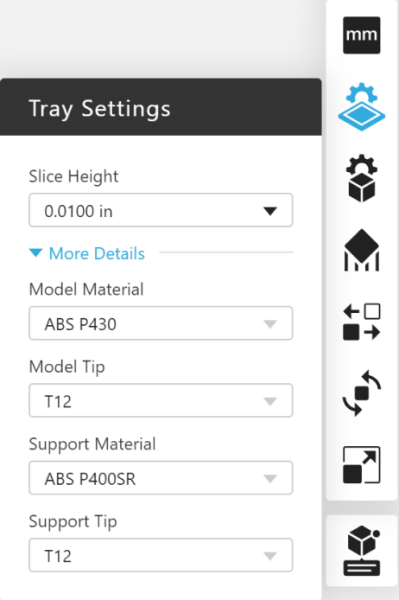
Schichthöhe
Die verfügbaren Optionen für Schichthöhe hängen von dem ausgewählten Drucker ab. Hier erfahren Sie mehr über Schichthöhen.
Modellmaterial und Stützmaterial
Siehe stratasys.com für weitere Informationen über die für Ihren Drucker verfügbaren Materialien.
Tipp zum Modell und zum Stützmaterial
Manche Drucker benötigen für bestimmte Druckeinstellungen andere Düsen.
Model Settings
Diese Eigenschaften können für einzelne Teile auf dem Tablett geändert werden. Wählen Sie Modelle mit einem Linksklick aus, entweder im 3D-Viewer oder in der Modellliste im Projektfenster. Mit Strg+Klick zu Ihrer Auswahl hinzufügen.
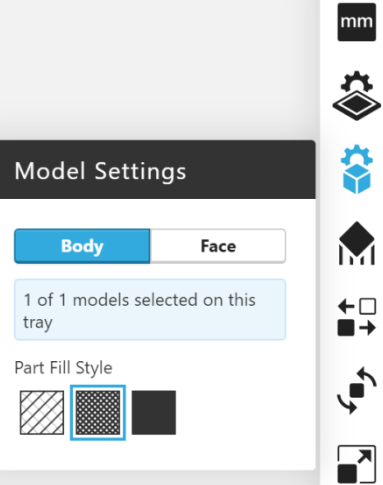
Stil: teilweise ausgefüllt
Hier erfahren Sie mehr über die verschiedenen Stile.
Stützeinstellungen

Stützstrukturstil
Hier erfahren Sie mehr über die verschiedenen Stile.
Modellmaterial verwenden
Auf diese Weise kann die Stützstruktur hauptsächlich aus Modellmaterial gedruckt werden, wobei an den Stellen, an denen die Stützstruktur auf das Modell trifft, einige Schichten Stützmaterial verwendet werden. Dadurch verringert sich die Zeit, die der Auftrag für den Wechsel zwischen Träger- und Modellmaterial pro Schicht benötigt.
Der Stratasys F3300 Drucker unterstützt mehr als ein Modellmaterial für einen Schacht. Wenn mehrere Modellmaterialien eingerichtet sind, kann das für die Stützen verwendete Material ausgewählt werden. Standardmäßig ist das dem Modell zugewiesene Material auch das zugewiesene Stützmaterial.
Mit einem weiteren Kontrollkästchen wird die Füllung der generierten Stützstruktur in eine höhere Dichte und ohne Grenzkontur geändert.
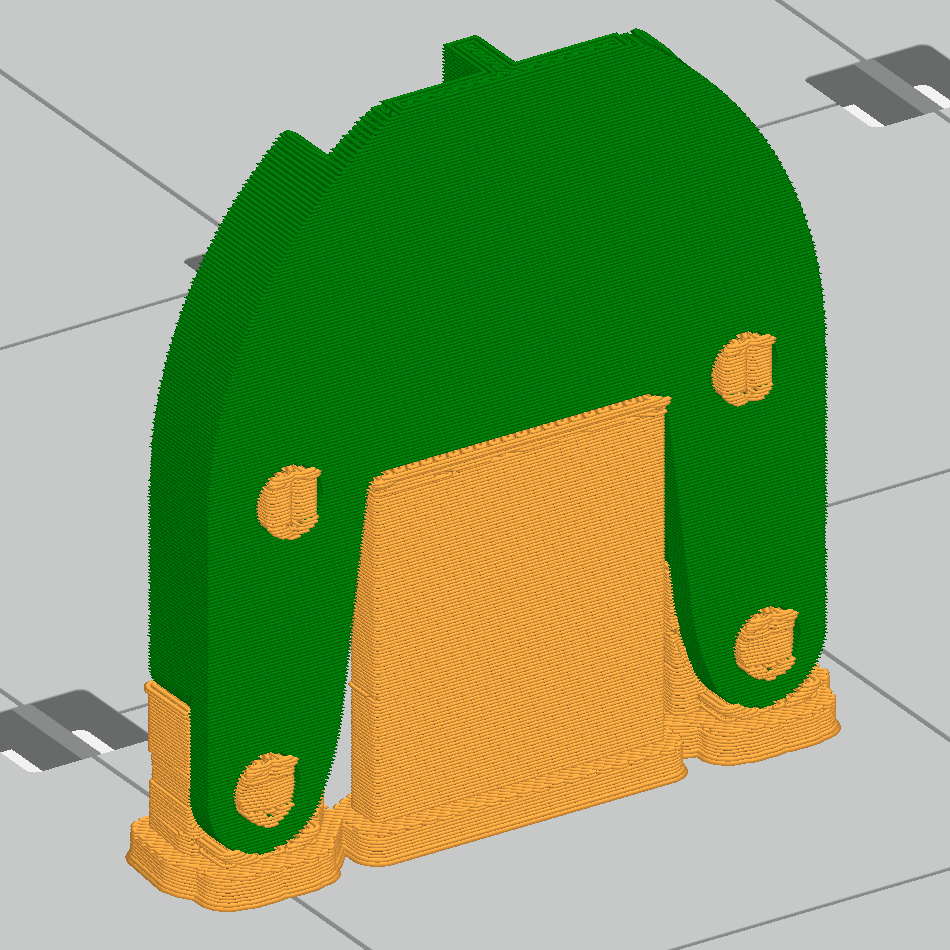
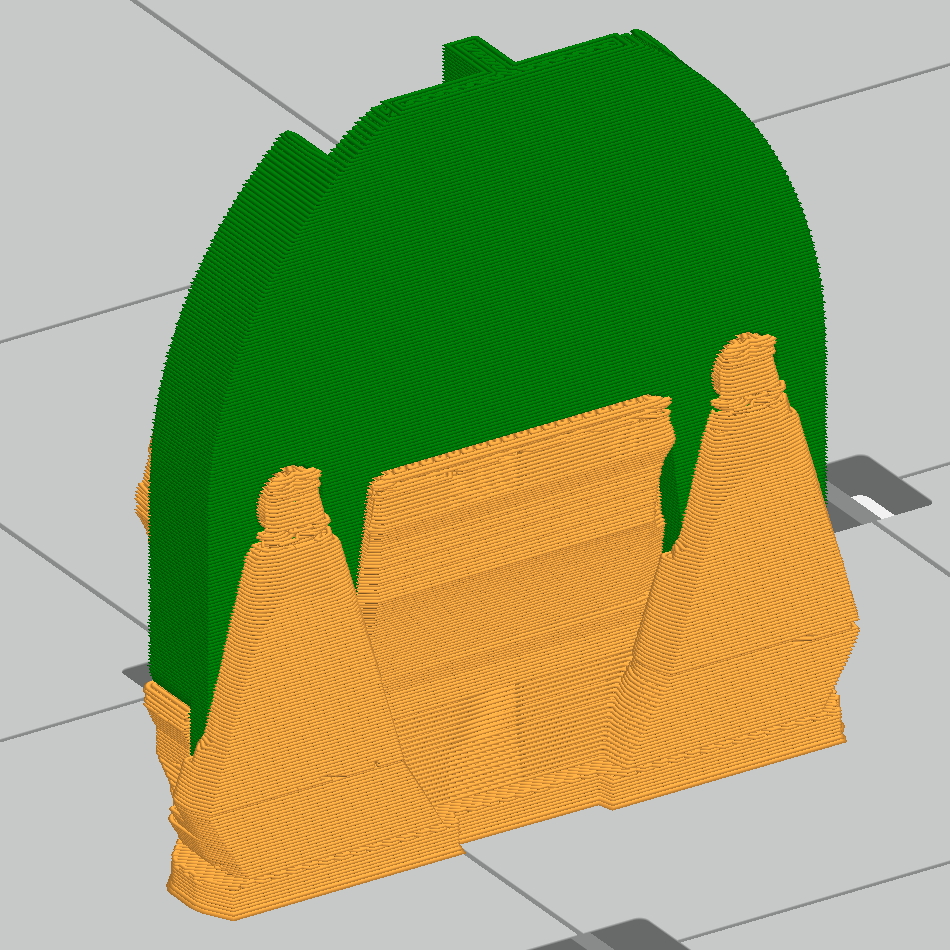
Stützen erweitern
Grow Supports verbessert die Stabilität der Stützen, indem es immer breitere Stützen weiter unterhalb des Modells schafft. Dies kann jedoch bei einigen Modellen zu unnötigen Stützen führen, wie in dem unten abgebildeten Beispiel.
| Stützen nicht erweitern | Nur kleine Stützen erweitern |
 |
 |
Selbststützender Winkel
Stützen werden immer dann erzeugt, wenn der Winkel der Werkstückoberfläche unter einen bestimmten Wert fällt, der als selbsttragender Winkel bezeichnet wird und hier eingestellt werden kann. Sie können die Anzahl der erstellten Stützstrukturen erhöhen oder verringern und den Wert auch auf die Standardempfehlung zurücksetzen, der je nach Drucker und Materialien unterschiedlich ausfällt.
Sockelstil
Die Basis des Modells besteht aus der allerersten gedruckten Schicht sowie aus einigen Schichten Stützmaterial. Mit der Option Basisstil können Sie die Form der Basis konfigurieren. Durch „Modell und Stützstruktur“ wird ein Sockel unter dem Modell und allen Stützstrukturen erstellt und alle geschlossenen Schleifen innerhalb des Sockels werden ausgefüllt. Bei „Nur Modell“ wird eine Basis nur unter dem Modell erstellt, und geschlossene Schleifen werden nicht gefüllt.
| Modell und Stütze | Nur Modell |
 |
 |
Erweiterte Einstellungen
Diese Einstellungen sind nur für die Drucker Fortus, F123 und F900 verfügbar, sofern nicht anders angegeben.
Plattformeinstellungen
Modellmaterial
Wählen Sie das Modellmaterial für die Plattform aus. Verschiedene Drucker unterstützen unterschiedliche Materialien.
Stützmaterial
Das Stützmaterial wird automatisch auf der Grundlage des Modellmaterials ausgewählt. Die Standardauswahl kann geändert werden, wenn es mehr als ein Stützmaterial für das Modellmaterial gibt.
Schichthöhe
Wählen Sie die Schnitthöhe des Materials. Unterschiedliche Materialien unterstützen unterschiedliche Schnitthöhen. Alle Materialien unterstützen eine Schichthöhe von 0,2540 mm. Andere mögliche Schnitthöhen sind 0,0050 Zoll (0,1270 mm), 0,0070 Zoll (0,1778 mm), 0,0130 Zoll (0,3302 mm) und 0,0200 Zoll (0,5040 mm). Für den Stratasys F3300 Drucker sind die verfügbaren Slice-Höhen metrisch: 0,2500 mm (0,0098 Zoll) und 0,5000 mm (0,0197 Zoll).
Wenn ein vernetzter Drucker ausgewählt ist, werden geladene Materialien und Spitzen durch einen grünen Balken gekennzeichnet. Die verfügbaren Materialien sind durch einen orangefarbenen Balken gekennzeichnet.
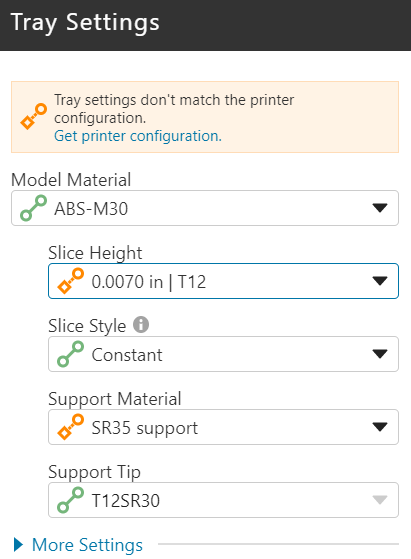
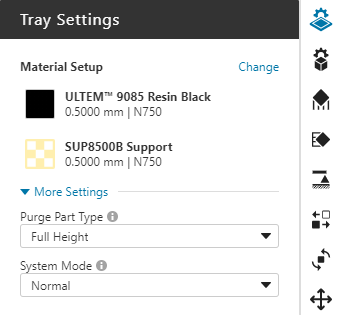
Material-Setup (Stratasys F3300)
z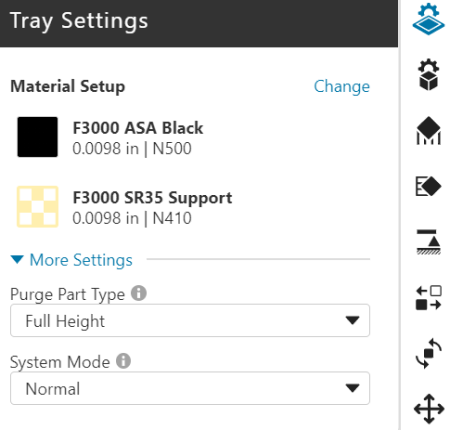
Eine Materialeinrichtung besteht aus einem Material, der zugehörigen Farbe, einer ausgewählten Schichthöhe und der zum Extrudieren des Materials verwendeten Düse. Materialeinrichtungen werden auf dem Drucker Stratasys F3300 verwendet. Dafür werden mindestens 2 (Modell- und Stützmaterial) und höchstens 4 Materialien benötigt. Materialeinrichtungen können durch Klicken auf Ändern im Plattformeinstellungsbereich bearbeitet werden. Dafür wird das Dialogfeld Materialien und Schichthöhen ändern geöffnet.
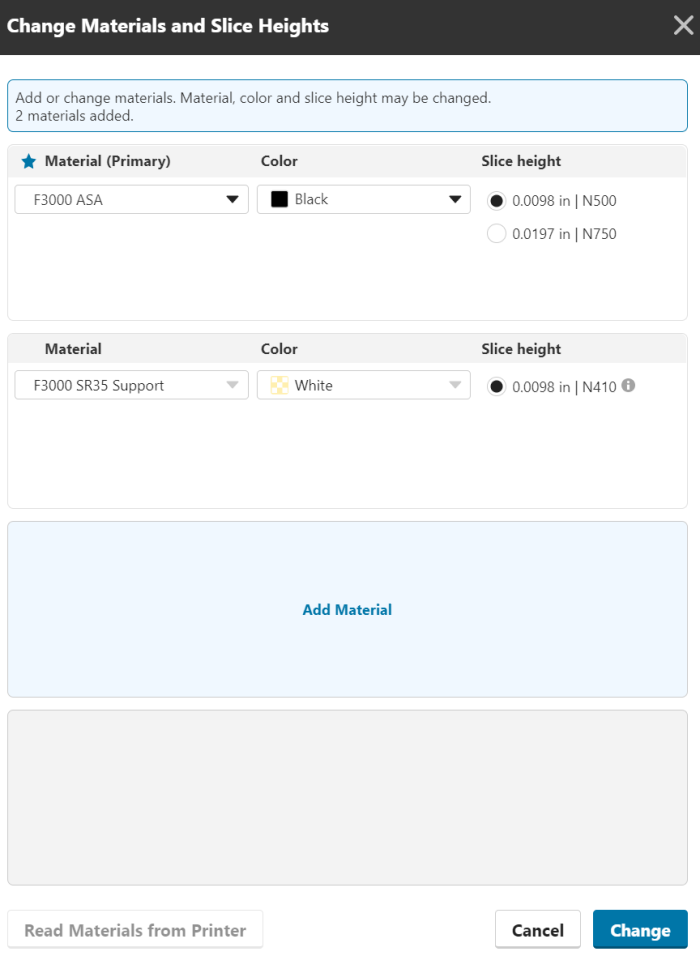
Das Dialogfeld Materialien und Schnitthöhen ändern funktioniert von links nach rechts und von oben nach unten:
-
Von links nach rechts
Die Auswahl eines Materials bestimmt mögliche Farben, Schichthöhen und Düsen. - Von oben nach unten
- Durch die Auswahl eines Materials werden das Stützmaterial, seine Schichthöhe und die Düse festgelegt
- Durch die Auswahl eines Materials werden zusätzliche Materialien auf kompatible Materialien beschränkt.
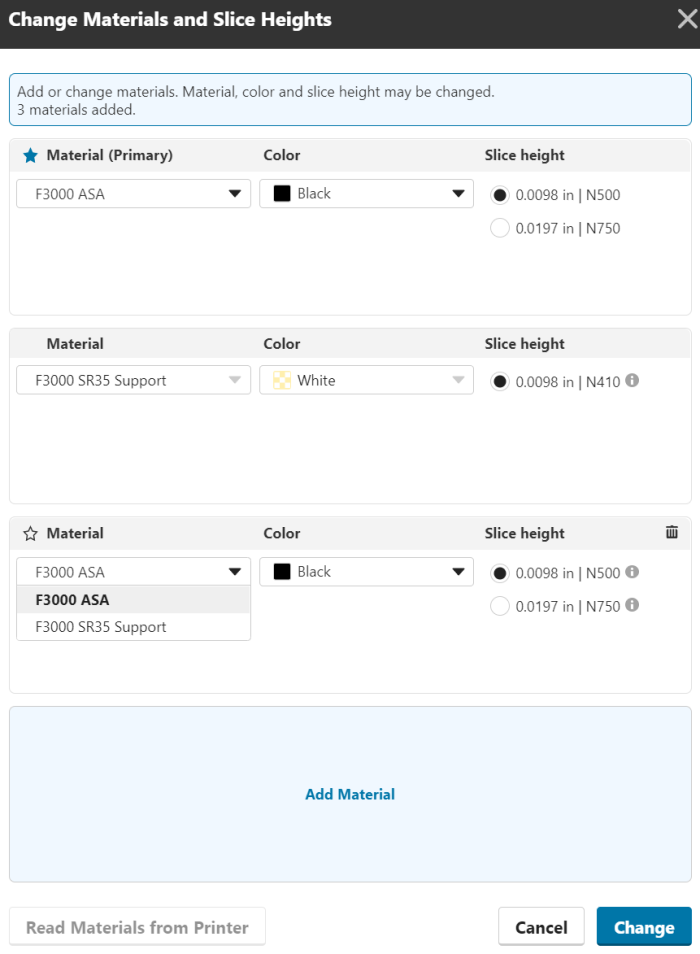
Materialien für vernetzte Drucker können durch Anklicken der Schaltfläche Materialien vom Drucker lesen gelesen werden. Klicken Sie auf Material hinzufügen , um ein weiteres Material hinzuzufügen.
Jede Ablage hat ein primäres Material, das den Modellen zugewiesen wird, die der Ablage hinzugefügt werden. Dieses Material ist durch einen blauen Stern links von seinem Namen gekennzeichnet
![]()
und den (Haupt-)Text neben dem Etikett Material. Das primäre Material wird an erster Stelle aufgeführt, wenn das Dialogfeld Material und Schnitthöhen ändern geöffnet wird, und zwar überall dort, wo die Auswahl von Materialkonfigurationen zulässig ist. Das primäre Material definiert automatisch das Stützmaterial und seine Konfiguration und begrenzt, welche sekundären Materialeinrichtungen hinzugefügt werden können. Ein Sekundärmaterial kann durch Anklicken des Sternsymbols zum Primärmaterial gemacht werden
![]()
und kann durch Klicken auf das Papierkorbsymbol gelöscht werden
![]()
auf der rechten Seite der Materialkarte.
Während ein Drucker gleichzeitig für verschiedene Materialien konfiguriert werden kann, müssen die für ein Fach eingerichteten Materialien miteinander kompatibel sein. Die Kompatibilität wird durch das Hauptmaterial definiert. Die Kompatibilitätsregeln sind:
-
Dasselbe Basismaterial (z. B. ASA)
- Gleiches Stützmaterial (z. B. SR35)
- Gleiche Schnitthöhe und Düse (z. B. 0,5000 mm (0,0197 Zoll) | N750)
Inkompatible Materialien werden durch eine rote Umrandung gekennzeichnet und müssen behoben werden, bevor das Material-Setup auf die Plattform angewendet werden kann.
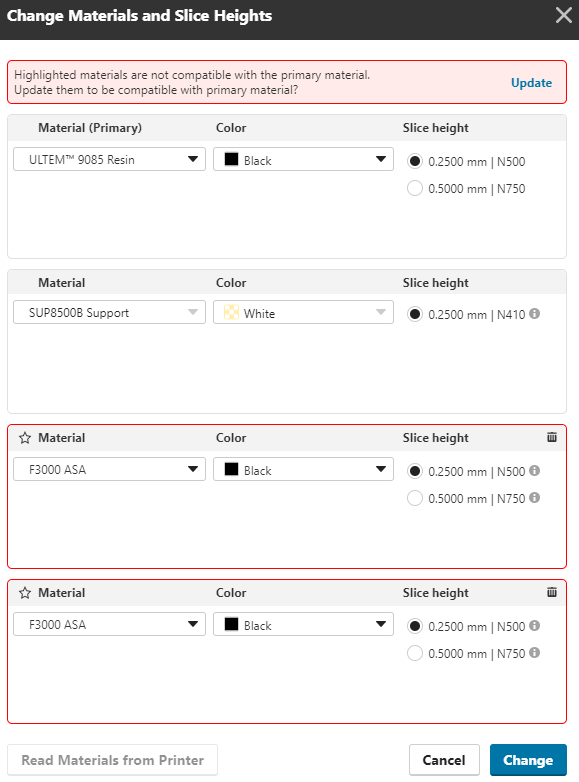
Inkompatible Materialien können aktualisiert werden durch:
- Bearbeiten des Materials, um die Materialien kompatibel zu machen
- Wählen Sie oben im Dialogfeld Aktualisieren aus. Dadurch werden die nicht kompatiblen Materialien ersetzt.
- Löschen des Materials
- Ändern des primären Materials (was die Konflikte beeinflusst)
- Durch Klicken auf Ändern entfernen Sie die Konflikte und aktualisieren die Materialien für die Plattform.
Eine Ausnahme von den Kompatibilitätsregeln:
- Wenn die Schnitthöhe des Primärmaterials 0,2500 mm (0,0098 Zoll) beträgt, ist das gleiche Material mit einer Schnitthöhe von 0,5000 mm (0,1970 Zoll) zulässig. Der Benutzer kann diese Kombination einem Modell zuordnen. Wenn der Benutzer der 0,5000-mm-Schichthöhe ein anderes Material zuordnet, wird es nicht als inkompatibel markiert, sondern ignoriert.
Durch Klicken auf Ändern oder Abbrechen wird das Dialogfeld geschlossen und der Bereich Plattformeinstellungen erneut geöffnet.
Slice Style (Fortus 900mc und 450mc; Stratasys F900; F123 Serie außer F170 und F120)
Legt fest, wie die Schichthöhe auf das Modell angewendet wird. Konstant verwendet eine einzige Schichthöhe für das gesamte Modell. Adaptiv verwendet die ausgewählte Schichthöhe für Features, die mehr Details erfordern, wie Kuppeln, Verrundungen und Fasen, und eine dickere Schicht für Features, bei denen keine Details erforderlich sind, wie vertikale Wände. Diese Funktion ist für nominale Schichthöhen von 0,2540 mm oder 0,1778 mm verfügbar.
| Ausgewählte Schichthöhe | Zusätzliche Schichthöhe |
| 01778 mm | 0,2540 mm |
| 0,2540 mm | 0,3302 mm |
Hinweis: Der adaptive Slicing-Stil ist nur verfügbar, wenn nur ein Modell auf der Plattform aktiviert ist.
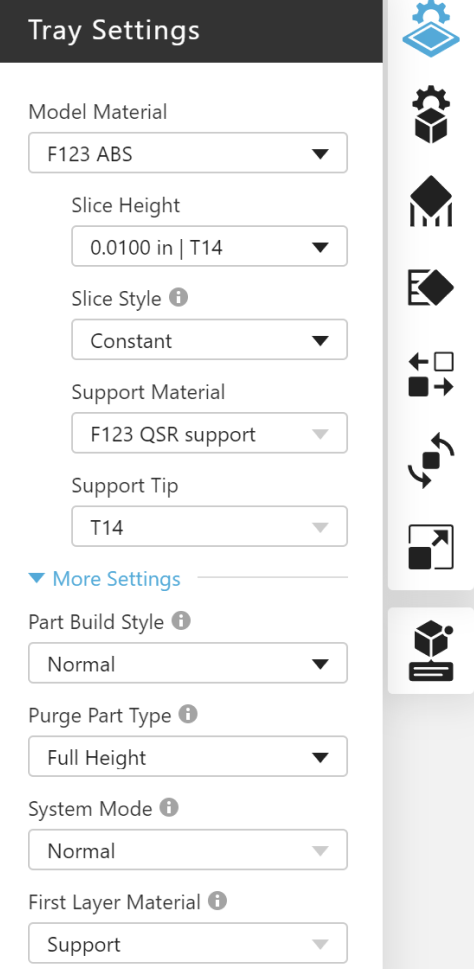
Teile-Baustil (F123-Serie außer F120 und F770)
Diese sind wie Voreinstellungen. Bei anderen Baustilen als „Normal“ werden bestimmte Modell- und Plattformeinstellungen angewendet, und es wird geändert, wie der Drucker für diesen Druckvorgang funktioniert.
Normal - Keine Voreinstellung; vollständig benutzerdefiniert. Erhältlich für alle Materialien außer PLA, und erforderlich für F123 TPU 92A und F123 Diran 410MF07.
Entwurfsmodus – In diesem Modus wird mit einem leichten Infill und weniger Stützstruktur gedruckt, um den Durchsatz zu erhöhen und das manuelle Entfernen der Stützstruktur zu verbessern. Diese Einstellungen erhöhen den Auftragsdurchsatz erheblich. Einige Unterstützungseinstellungen können geändert werden, dies wird jedoch nicht empfohlen. Erhältlich für alle Materialien außer F123 TPU 92A und F123 Diran 410MF07, und erforderlich für PLA.
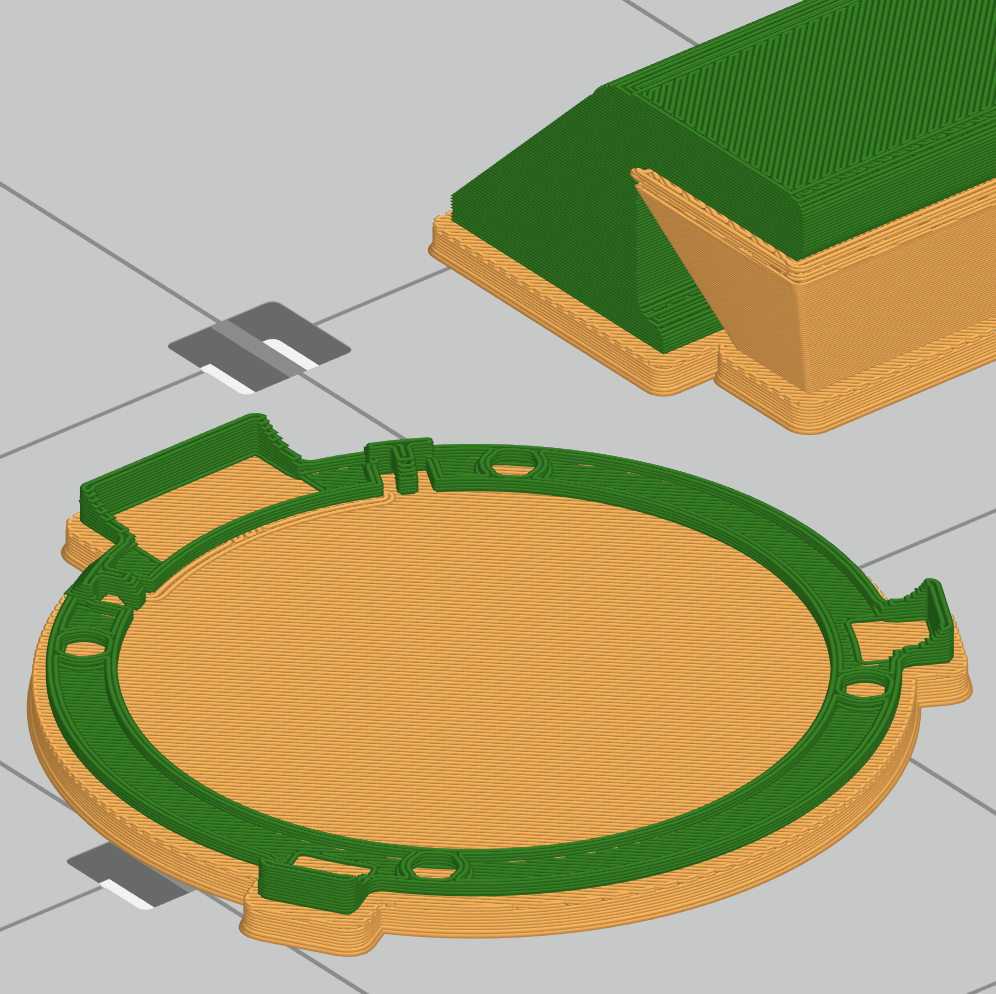
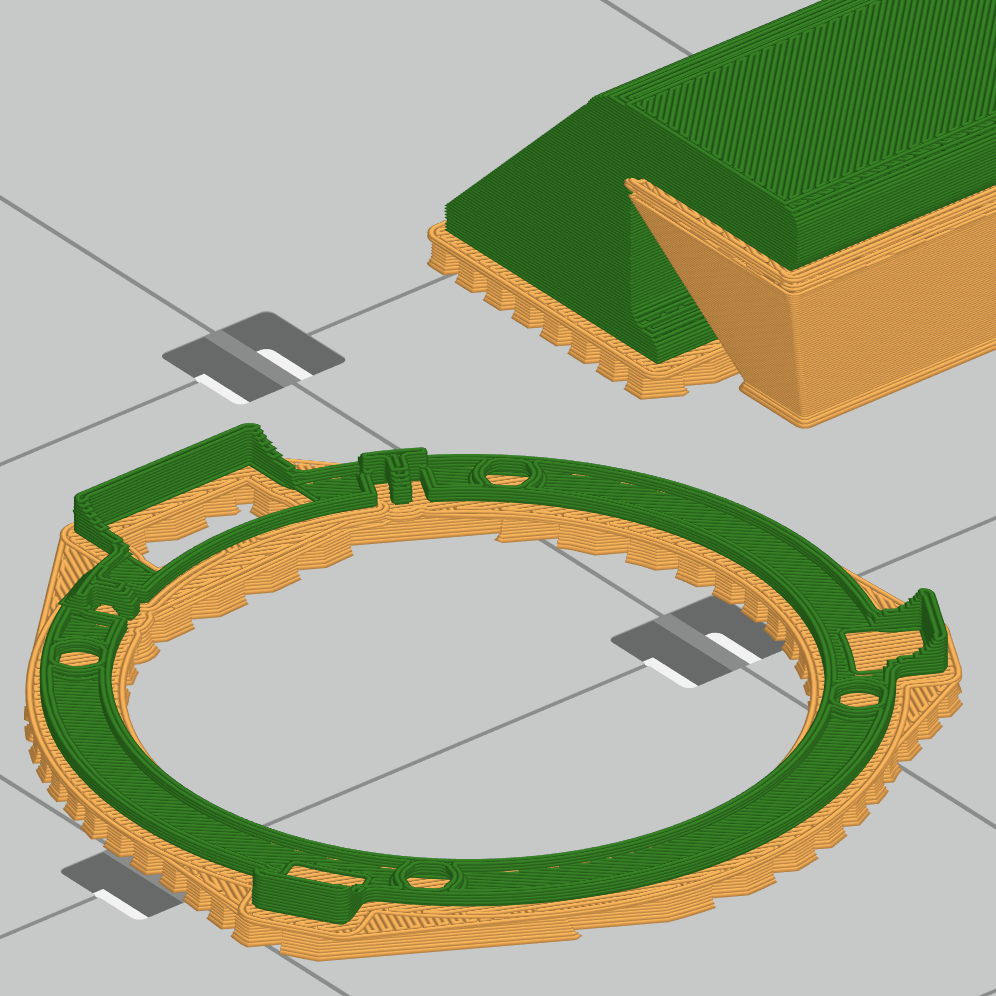
Purge-Teiletyp/Sacrificial-Turm-Typ
Bei Druckern der Serie F123 wird anstelle des Purge-Buckets hinter der Plattform ein Purge-Objekt auf der Plattform erstellt. Dadurch wird die Kopfbewegung pro Schicht reduziert und die Druckzeit verkürzt. Das Purging ist erforderlich, wenn der Drucker in jeder Schicht vom Druckmodell zum Stützmaterial wechselt. Bei Druckern der Fortus-Serie der Einbau eines Opferturm auch dann sinnvoll sein, wenn das Material bereits im Purge-Bucket abgestreift wird. Die Nahtqualität nach dem Purging ist oft am ersten Teil am schlechtesten. In diesem Sinn sorgt der Einbau eines Opferturms auf der Plattform für eine gleichbleibende Nahtqualität bei allen Teilen auf der Plattform. Dies ist vor allem bei Nylonmaterialien hilfreich und für den Druck mit Nylon 12 CF erforderlich.
Für die oberen Schichten des Drucks wird meistens kein Stützmaterial genutzt. Somit ist keine Reinigung erforderlich. Mit dieser Einstellung wird die Höhe des Spülteils angepasst. In der Modellansicht wird das Spülteil auf der Ablage unabhängig von Ihrer Einstellung immer als „Volle Höhe“ angezeigt, aber wenn Sie zur Scheibenvorschau gehen, können Sie die tatsächliche Höhe sehen.
Letzter Wechsel – Das Purge-Objekt ist maximal so hoch wie die letzte Stützmaterialschicht.
Volle Höhe - Der Spülteil geht bis zur letzten Schicht des Modellmaterials.
Hinweis: Wenn Sie PLA als Material ausgewählt haben, gibt es kein Purge-Teil, da kein Stützmaterial verwendet wird.
Systemmodus
Der Systemmodus sendet zusätzliche Informationen über die Modelle in einem Auftrag an den Drucker. Die verfügbaren Optionen hängen vom gewählten Drucker, Material und der Schichthöhe ab.
Normal (Standard) – wird für die meisten Druckaufträge verwendet.
Brick - wird verwendet, um die Wölbung von Teilen beim Drucken großer, dichter Teile zu reduzieren. Die Option Baustein ist für ABS, ASA, PC-ABS, ABS-CF10 und Nylon-CF10 auf Druckern der Serie F123 verfügbar. Welche Schnitthöhen und Materialien unterstützt werden, hängt von dem für den Auftrag ausgewählten Drucker der Serie F123 ab.
Dünnwandig – Mit dieser Option wird beim Drucken von Teilen mit vielen dünnen Wänden ein Wellen oder Verformen vermieden. Die maximale Dicke der dünnen Wand variiert je nach Material:
- 2,29 mm. Alle ULTEM™ 9085 Harze und ULTEM™ 1010 Harze, Antero 800NA und Antero 840CN03 Materialien
- 0,1000 Zoll (2,54 mm) Nylon 12, Nylon 6, Nylon 12 CF und Diran 410MF07
Erstes Schichtmaterial (für die F123-Serie außer F770 und F120)
Bei der Auswahl einer Schichthöhe von 0,127 mm können Sie wählen, ob die Sockelschicht, die mit der Plattform in Kontakt ist aus Stütz- oder Modellmaterial bestehen soll. Bei dieser Schichthöhe wird eine niedrigere Kammertemperatur verwendet, um die Haftung auf der Plattform zu verbessern und die Teilequalität sicherzustellen. Standardmäßig ist das Modellmaterial eingestellt. Wenn sich das Teil jedoch problemlos von der Plattform nehmen lassen soll, können Sie die Sockelschicht aus Stützmaterial drucken. Sie können dies auch in Verbindung mit dem Brick-Modus (siehe oben) verwenden, um die Kammertemperatur zu erhöhen.
Model Settings
Die erweiterten Einstellungen können je nach ausgewähltem Dateityp auf Körper- oder Gesichtsebene angewendet werden. Wechseln Sie zwischen Körper- und Gesichtsauswahl mit den Registerkarten im Modelleinstellungsfenster oder durch Drücken der Taste B oder F, während das Modelleinstellungsfenster geöffnet ist.
Körpereinstellungen
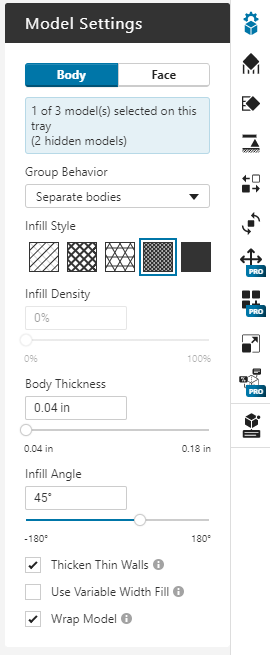
Gruppenverhalten
Bei der Anwendung von Körpereinstellungen auf eine Baugruppe stehen mehr Optionen zur Verfügung, wenn Sie eine Gruppe erstellen. Nach dem Hinzufügen einer Baugruppen- oder Mehrkörperteildatei zur Plattform wählen Sie für den Druck entweder die übergeordnete Baugruppe oder bestimmte Komponenten aus und erstellen die Gruppe über die Schaltfläche im Projektbereich oder über das Kontextmenü. Die Gruppe ist eine flache Baugruppenstruktur, die nur aus den ausgewählten Komponenten besteht, und die ursprüngliche Baugruppe wird ausgeblendet. Wenn Sie die Gruppe in der Dateiliste auswählen, wird die Einstellung für das Gruppenverhalten im Bereich Modelleinstellungen angezeigt.
Separate Körper – Bei dieser Option wird den einzelnen Komponenten jeweils eigene Körpereinstellung zugewiesen. Dies ist die Standardeinstellung, wenn Sie eine Gruppe erstellen.
Kombinierte Körper – Diese Körpereinstellung gilt für die gesamte Gruppe. Dies ist auch das Verhalten für eine Baugruppe, wenn Sie keine Gruppe erstellen.
Das Drucken einer Gruppe mit dem Verhalten „separate Bodies“ ermöglicht es Ihnen, die physikalischen Eigenschaften des gedruckten Teils zu optimieren. Auf diese Weise können einige Bereiche beispielsweise mit massivem Infill für mehr Festigkeit und andere mit leichtem Infill für Gewichtseinsparungen gedruckt werden. Definieren Sie diese Bereiche während der Konstruktion Ihres Modells in Ihrem CAD-System.
Einfülldichte
Bei einigen Infill-Stilen kann die Dichte bestimmt werden. Durch eine höhere Dichte wird der Abstand zwischen Infill-Rastern verringert, um eine höhere Festigkeit zu erzielen. Durch eine geringere Dichte werden die Raster ausgeweitet und dadurch Materialverbrauch und Druckdauer verringert.
Körperdicke
Diese Einstellung steuert die Mindestdicke der Außenflächen Ihres Modells. Mit zunehmender Dicke steigt die Anzahl der für die vertikalen Oberflächen verwendeten Konturen und die Anzahl der für die horizontalen Oberflächen verwendeten massiven Schichten. Bereiche innerhalb der Körperdicke werden mit dem Infill-Stil bei Infill-Dichte ausgefüllt. Die Mindestkörperdicke variiert je nach Infill-Stil.
Einfüllwinkel
Legen Sie den Winkel der Infill-Raster für die erste Schicht des Teils fest. Der Winkel erhöht sich für jede zusätzliche Schicht um einen bestimmten Wert. Die Schrittweite beträgt meist 90 Grad.
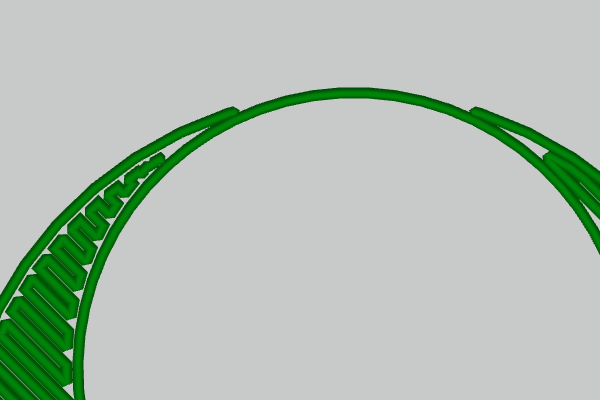
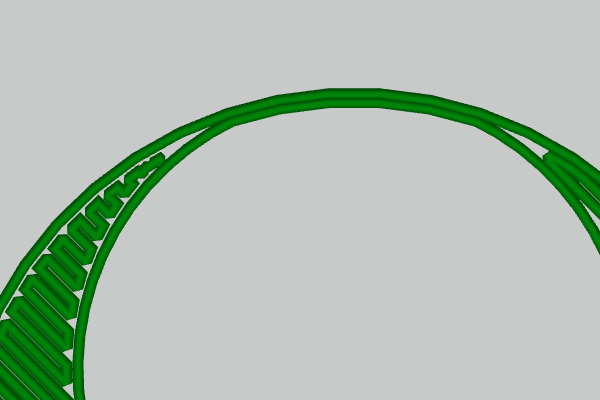
Dünne Wände verdicken
Wenn das Modell in Schichten aufgeteilt ist, sind einige Bereiche der Schicht möglicherweise schmaler als zwei Werkzeugwegbreiten (vierfache Schichthöhe). Wenn diese Einstellung aktiviert ist, werden schmale Bereiche auf die Mindestwandbreite verdickt. Wenn diese Einstellung deaktiviert ist, werden an nicht passenden Stellen keine Werkzeugpfade generiert. Wenn die Einstellung nicht verfügbar ist, ist sie standardmäßig aktiviert.
| Aus | Ein |
 |
 |
Füllung mit variabler Breite
Füllt Bereiche eines Modells, in die eine Kontur mit normaler Breite oder ein Raster nicht passt. Entlang der Mitte des Bereichs wird ein Werkzeugweg erstellt, dessen Breite je nach Bedarf variiert, um den Bereich zu füllen. Das Ergebnis ist ein dichteres, stabileres Modell.
| Aus | Ein |
 |
 |
Modell umhüllen
Hiermit umschließen Sie eine Gruppe mit separaten Körpern in einer gemeinsamen Schale. Die Schale erhöht die Festigkeit, wenn die Verbindungen zwischen den Körpern der Gruppe nicht für die aufgebrachten Lasten ausgelegt sind. Für Stratasys ist standardmäßig „Modell umhüllen“ aktiviert.
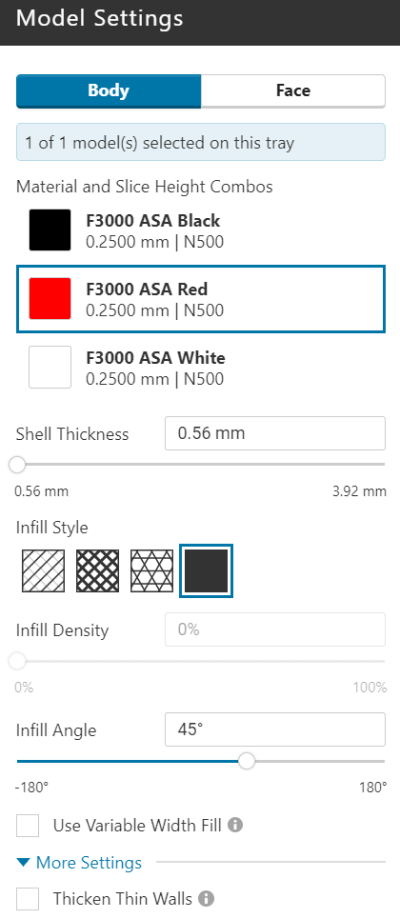
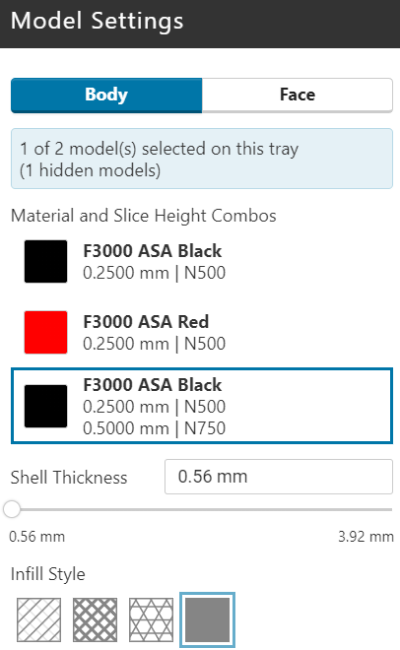
Kombination aus Material und Schichthöhe (Stratasys F3300)
Es können bis zu 3 Modellmaterialien auf einem Stratasys F3300-Tray gedruckt werden. Modellmaterialien werden im Bereich Modelleinstellungen angezeigt. Das zuerst aufgeführte Material ist das Primärmaterial. Das wird allen Modellen zugewiesen, die der Plattform hinzugefügt werden. Wenn zusätzliche (sekundäre) Materialien verfügbar sind, werden sie zugewiesen, indem Sie das Modell auswählen und dann das Modellmaterial im Bereich Modelleinstellungen auswählen.
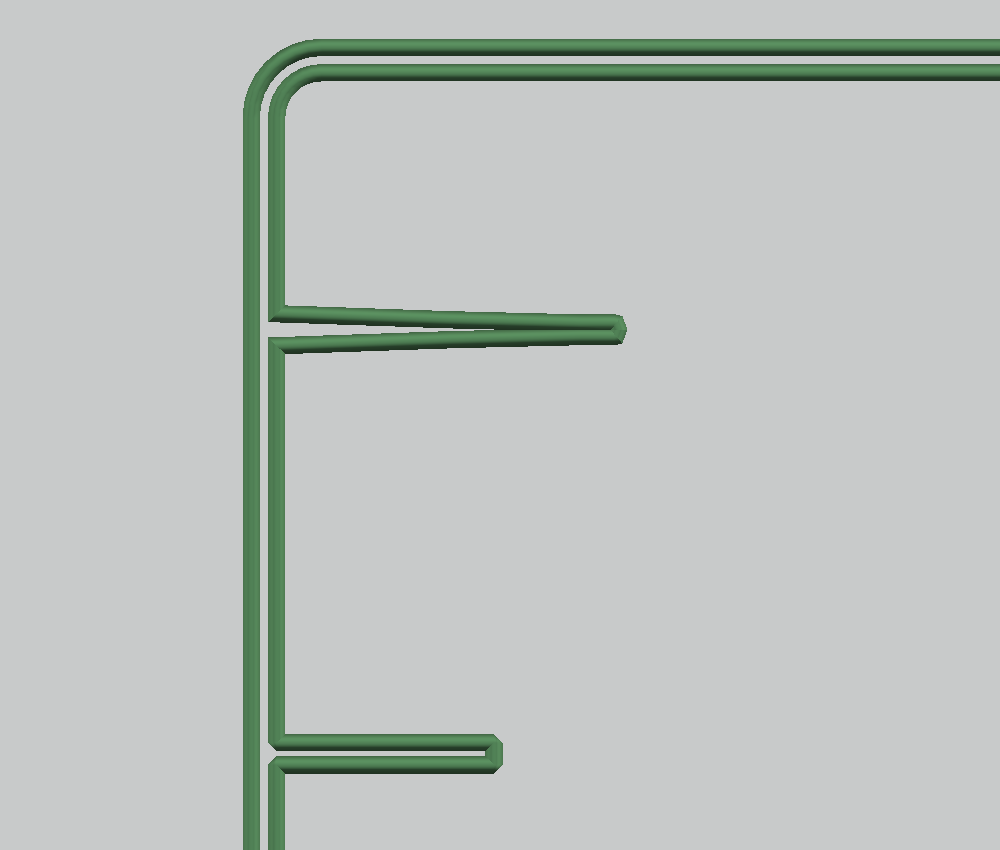
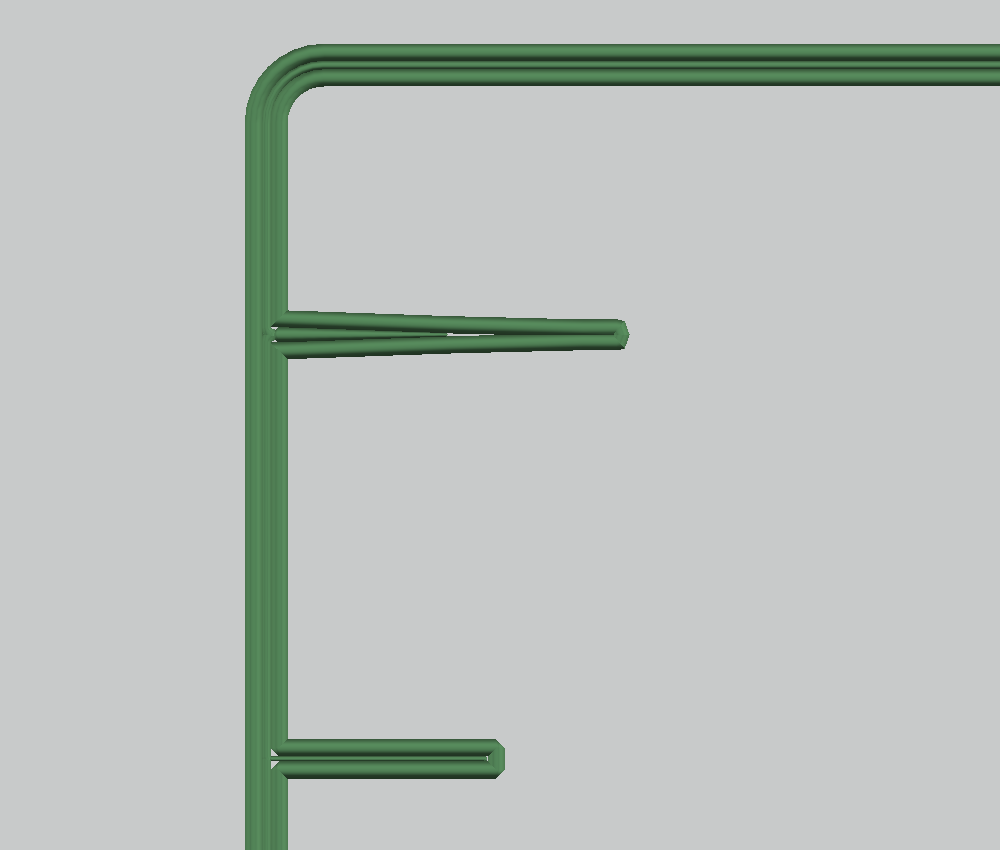
Füllung mit doppelter Höhe
Unterschiedliche Materialien einer Plattform müssen die gleiche Schichthöhe aufweisen. Ein und dasselbe Material kann zwei unterschiedliche Schichthöhen haben, wenn es auf eine bestimmte Weise verwendet wird:
- Die Schale des Modells hat eine Schichthöhe von 0,2500 mm.
- Die Füllung hat eine Schichthöhe von 0,5000 mm (0,0197 Zoll).
- Die Füllung ist massiv
Diese Kombination aus Schale mit einfacher Höhe und Füllung mit doppelter Höhe wird für verschiedene Materialien nicht unterstützt.
Zuweisung verschiedener Materialien zu Körpern in einer Gruppe
Gruppen mit getrennten Körpern unterstützen unterschiedliche Einstellungen für jeden Körper. Diese Fähigkeit erstreckt sich auch auf Materialien. Gehen Sie dafür wie folgt vor:
- Wählen Sie den Körper in der Gruppe aus
- Wählen Sie ein Material im Bereich Modelleinstellungen aus
Hinweis
Wenn Sie Körpern in einer Gruppe verschiedene Materialien zuweisen, vergewissern Sie sich, dass das Kontrollkästchen Modell umhüllen nicht aktiviert ist. Wenn „Modell umhüllen“ aktiviert ist, wird das gesamte Modell von einer Hülle aus dem Primärmaterial umschlossen.
Flächeneinstellungen

Abhängig vom Dateityp der ausgewählten Modelle können Sie möglicherweise Einstellungen auf Seitenebene anwenden. Die Seiteneinstellungen sind nur bei Dateitypen mit BREP-Geometrie verfügbar. Reine Mesh-Formate (STL, WRL, OBJ und 3MF) enthalten keine präzise BREP-Geometrie. Dadurch ist keine Flächenauswahl verfügbar. Native CAD-Formate wie SLDPRT sowie einige Austauschformate wie STP und IGS enthalten BREP-Geometrien. Somit ist sowohl eine Körper- als auch eine Flächenauswahl möglich. Außerdem können Flächeneinstellungen nicht auf nicht gruppierte Baugruppen oder Gruppen mit dem Verhalten Körper kombinieren angewendet werden.
Einsatz anwenden
Da es sich nicht empfiehlt, ein Gewinde in 3D-Druck zu erstellen, sollten Sie nach Abschluss des Drucks vielleicht einen Metalleinsatz nutzen. Die Funktion Einfügen anwenden stellt sicher, dass das gedruckte Teil die richtigen Abmessungen hat, um es aufzunehmen. Wählen Sie eine Bohrung (zylindrische Fläche) und aktivieren Sie dann das Kontrollkästchen Einfügen anwenden. Wählen Sie die Art des Einsatzes (konischer Heatset oder Helicoil) und die Größe, und die empfohlenen Lochabmessungen werden auf die Auswahl angewendet.
Wenn die Lochabmessungen nicht mit den Empfehlungen für Ihren Einsatz übereinstimmen, können Sie die Option Benutzerdefiniert wählen und Ihre eigenen Abmessungen eingeben. Wenn Sie auf „Benutzerdefinierte Größe speichern“ klicken, wird sie zu „Meine Bibliothek“ hinzugefügt. Wenn Sie viele Einfügebemaßungen hinzufügen möchten, können Sie eine benutzerdefinierte Bibliotheksdatei erstellen und diese über Datei > Voreinstellungen > FDM hinzufügen. Die Datei muss eine JSON-Textdatei sein und das folgende Format haben:
{
"version": "1.0",
"name": "Custom Library 1234",
"libraryType": "insert",
"entries": [
{
"version": "1.0",
"name": "MyInsert 1",
"type": "insert",
"content": {
"name": "MyInsert 1",
"diameter": 0.2,
"thickness": 0.2,
"units": "in"
}
},
{
"version": "1.0",
"name": "MyInsert 2",
"type": "insert",
"content": {
"name": "MyInsert 2",
"diameter": 0.4,
"thickness": 0.2,
"units": "in"
}
}
]
}
Selbstunterstützend machen
Wenn Ihre Geometrie Löcher enthält, die horizontal gedruckt werden, werden sie durch diese Funktion in eine Rautenform geändert, sodass kein Stützmaterial erforderlich ist.
Nähte vermeiden
Der Anfang bzw. das Ende eines Werkzeugwegs hinterlässt eine Markierung auf einem gedruckten Teil, die als Naht bezeichnet wird. Um zu verhindern, dass Nähte auf Schlüsselflächen platziert werden, wählen Sie die Fläche aus und aktivieren Sie das Kontrollkästchen Nähte vermeiden.
Oberflächendicke
Ähnlich wie bei der Dickensteuerung für Körper, jedoch auf eine bestimmte Seite angewendet.
Stützeinstellungen
Derzeit gibt es keine erweiterten Stützstruktureinstellungen. Siehe den Abschnitt „Grundlagen“ oben.
Stabilisierungen
Stabilisierungen sind Stützstrukturen, die zur Verbesserung der Druckqualität dienen. Hohe, schlanke Modelle, für die aufgrund der selbststützenden Winkel oder des Stützstrukturstils keine Stützstrukturen erstellt werden, können durch Stabilisierungen seitlich gegen Vibrationen ausgesteift werden, um das Modell aufrecht zu halten. Bei hohen, schlanken Modellen halten Stabilisierungen das Modell auf der Bauplattform oder der Bauplatte, damit es sich nicht wellt.
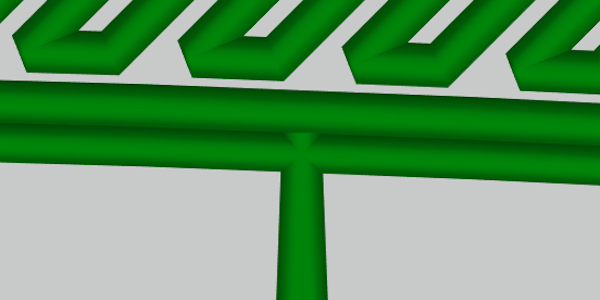
Stabilisierungen sind außen um das Modell herum verlaufende Turmstrukturen aus Modellmaterial. Sie werden an die Form des Modells angepasst und um die Stützstruktur herum nach außen gezogen, um Kollisionen zu vermeiden. Sehr nahe an der vertikalen Oberfläche des Modells liegen Kontaktpunkte, die in bestimmten Abständen in das Modell eindringen. Diese Punkte sorgen während des Drucks für Stabilität und brechen nach der Fertigstellung ab.
Um einen Stabilisator zu erstellen, wählen Sie ein Modell aus (Baugruppe, Mehrkörperteil, Gruppe oder Teil) und wählen dann das Symbol Stabilisator in der Werkzeugleiste. Stabilisatoren werden jeweils für ein Modell definiert. Sobald das Symbol Stabilisator ausgewählt ist, wird das Modell analysiert und ein Stabilisator mit den Standardeinstellungen hinzugefügt.
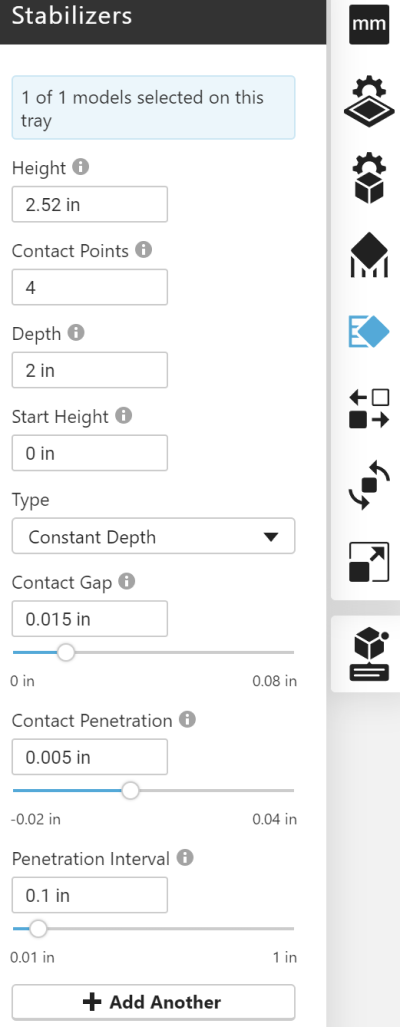
Konfigurieren der Stabilisierung
Die folgenden Parameter bestimmen die Größe, die Form und die Position des Stabilisators. Nachdem Sie die Höhe gewählt haben, sollten Sie zur Draufsicht wechseln und die Perspektive ausschalten, um die anderen Parameter in diesem Abschnitt zu konfigurieren.
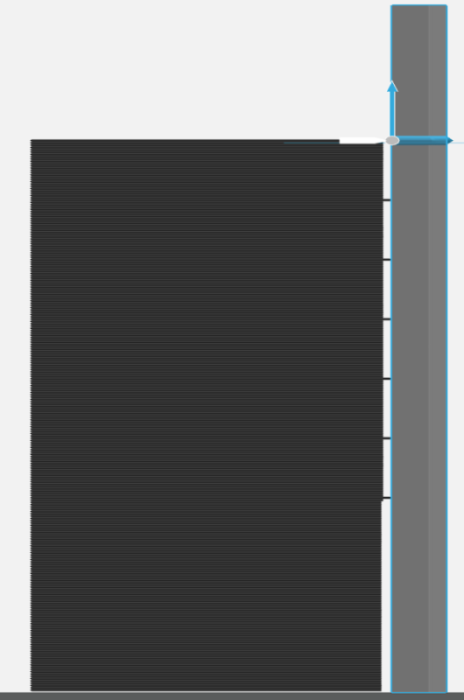
Höhe
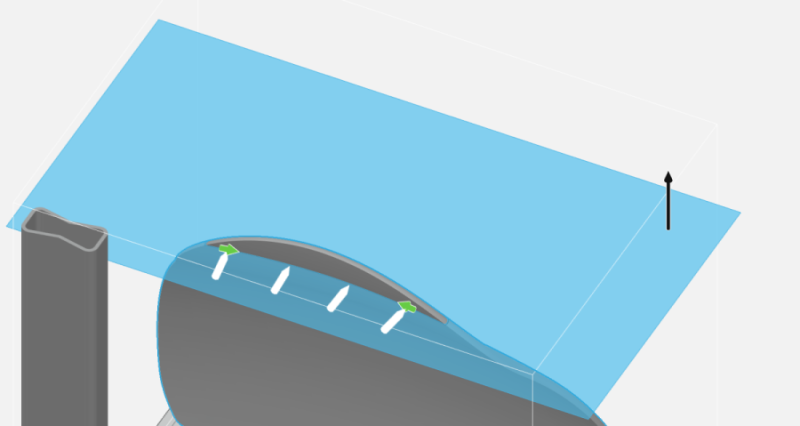
Die Höhe des Stabilisators ist durch eine blaue Ebene mit einem Pfeil gekennzeichnet. Um die Höhe der Stabilisierung nach oben oder unten zu versetzen, ziehen Sie mit der Maus am Pfeil, oder bearbeiten Sie die Einstellung „Höhe“ im Stabilisierungsbereich. Die Standardhöhe beträgt 80 % der Höhe des Modells.
Bezugskurve
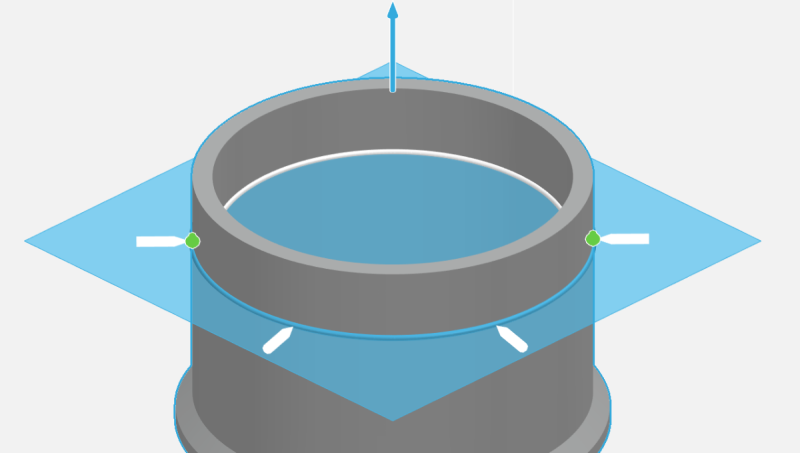
Die Höhenebene des Stabilisators schneidet das Modell und erzeugt eine oder mehrere geschlossene Kurven. Wenn es nur eine Schleife gibt, wird diese automatisch ausgewählt und blau dargestellt. Wenn mehrere Schleifen erstellt werden, wird eine automatisch ausgewählt und die anderen Schleifen werden weiß angezeigt. Wählen Sie eine alternative Schleife aus, indem Sie darauf klicken.
Start- und Endpunkte
Der Stabilisator umgibt nicht das gesamte Modell, sondern stützt einen von Ihnen definierten Bereich des Modells. Der Anfang und das Ende des Stabilisators sind durch grüne Pfeile gekennzeichnet. Der Stabilisator wird zwischen den beiden Pfeilen erstellt. Ziehen Sie einen der beiden Pfeile entlang der Kurve, um die Start- oder Endposition des Stabilisators anzupassen.
Anzahl der Kontaktpunkte
Geben Sie an, wie oft der Stabilisator das Modell berühren soll (2-20 Mal). Die Kontaktpunkte werden in der aktuell bearbeiteten Modellansicht für die Stabilisierung als weiße Stifte und für zwar definierte aber aktuell nicht bearbeitete Stabilisierungen als graue Stifte angezeigt.
Tiefe
Der maximale Abstand zwischen dem Kontaktpunkt der Stabilisierung und seiner Rückwand, gemessen auf der Höhe der Stabilisierung.
Typ
Stabilisatoren können mit konstanter Tiefe (Standard) oder mit flacher Rückseite ausgestattet sein. Bei konstanter Tiefe sind alle Kontakte ungefähr gleich tief und die Rückwand entspricht ungefähr der Form des Modells. Bei „Flache Rückseite“ wird die Rückseite als gerade Linie dargestellt.
Konfigurieren der Kontaktpunkte
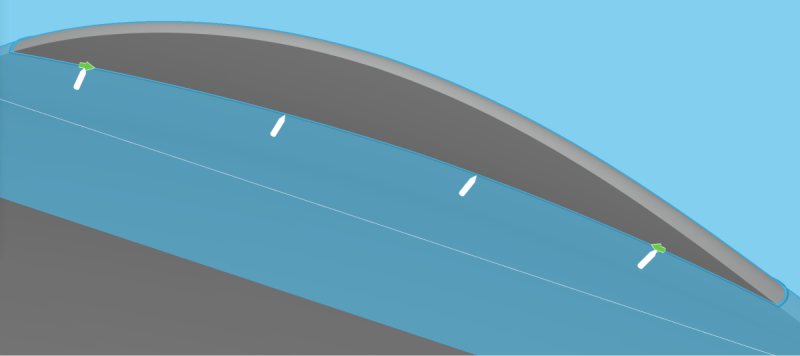
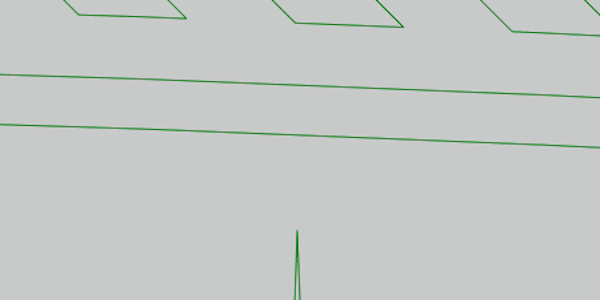
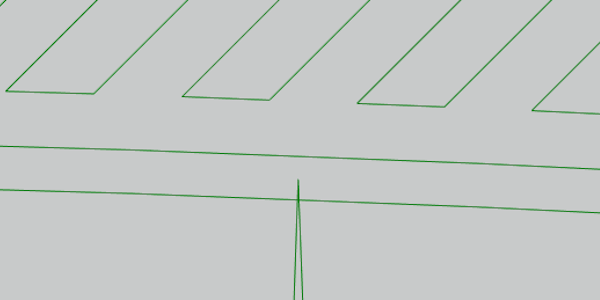
Die oben definierten Kontaktpunkte berühren das Modell nicht über die gesamte Höhe des Stabilisators. Normalerweise befindet sich der Stabilisator sehr nahe an der Modelloberfläche, ohne diese zu berühren, aber in bestimmten regelmäßigen Abständen dringt der Kontaktpunkt in die Oberfläche ein, wodurch der Stabilisator mit dem Modell verbunden wird. Die nächsten vier Parameter bestimmen die Häufigkeit und Tiefe des Eindringens. Bevor Sie diese Parameter konfigurieren, sollten Sie zur Seitenansicht wechseln.
Starthöhe
Das ist die Höhe, ab der die Kontaktpunkte der Stabilisierung in das Modell einzudringen. Standardmäßig ist die Starthöhe auf Null eingestellt, damit das Eindringen in gewissen Abständen über die gesamte Höhe des Modells verteilt wird. In der Abbildung oben wurde die Starthöhe angehoben, damit im unteren Teil des Modells nicht eingedrungen wird.
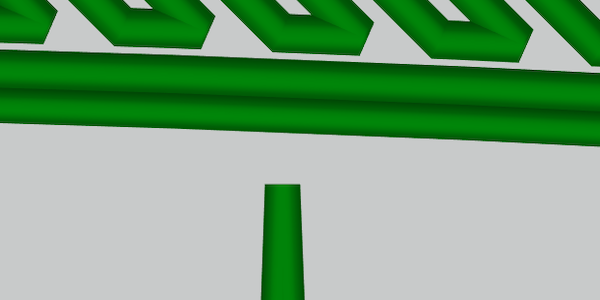
Kontaktlücke
Der Abstand zwischen dem Kontaktpunkt und der Stabilisierung, wenn keine Eindringung vorliegt.
Kontakteindringung
Die maximale Distanz, um die ein Kontaktpunkt der Stabilisierung in das Modell eindringt.
Eindringzwischenraum
Der vertikale Abstand zwischen Kontaktpunkten, die das Modell durchdringen. Wenn ein Kontaktpunkt nicht in das Modell eindringt, ist er um das Maß der Kontaktlücke vom Modell entfernt.
| Kontaktlücke | Kontaktdurchdringung |
 |
 |
 |
 |
Verwalten von Stabilisierungen
Nach dem Hinzufügen einer Stabilisierung können Sie dem ausgewählten Modell über die Schaltfläche „Weitere hinzufügen“ noch weitere hinzufügen oder den Bereich schließen. Mit jedem Stabilisator wird ein Blatt dem übergeordneten Modell im Projektbereich hinzugefügt. Um die Definition eines Stabilisators zu ändern, doppelklicken Sie in der Baumstruktur auf den Stabilisator oder klicken Sie mit der rechten Maustaste und wählen Sie im Menü Stabilisator bearbeiten. Zum Entfernen von Stabilisierungen wählen Sie diese per Rechtsmausklick aus und wählen im Kontextmenü „Stabilisierung(en) löschen“ aus.
Anker
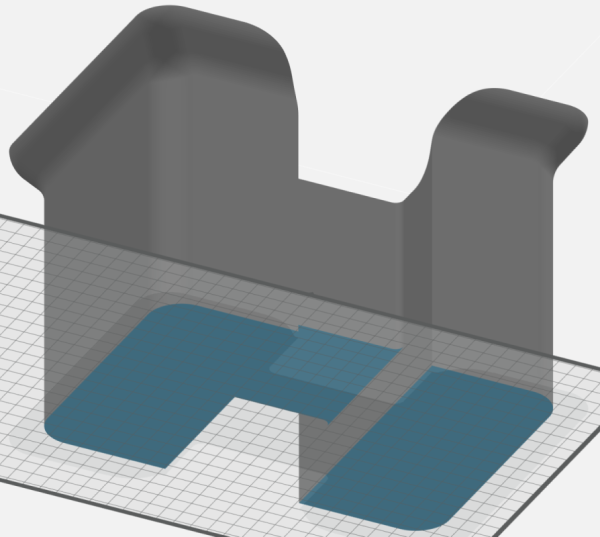
Anker sind Stützstrukturen, die verhindern, dass sich Modelle beim Drucken wellen. Anker werden aus dem Modellmaterial erstellt und befestigen das Modell mit der Unterseite an der Bauplatte oder Plattform. Für Anker werden weder Stützsockel noch sonstige Stützstrukturen erstellt. Dadurch wird eine sichere Verbindung zwischen dem Modell und der Bauplatte oder Plattform gewährleistet. Mit Ankern können auch nach unten gerichtete Modelloberflächen an nach oben gerichteten Flächen befestigt werden.
Um einen Anker zu erstellen, wählen Sie das Ankersymbol in der Symbolleiste. Modelle auf der Plattform werden analysiert. Dabei werden für Anker nutzbare Flächen blau hervorgehoben.
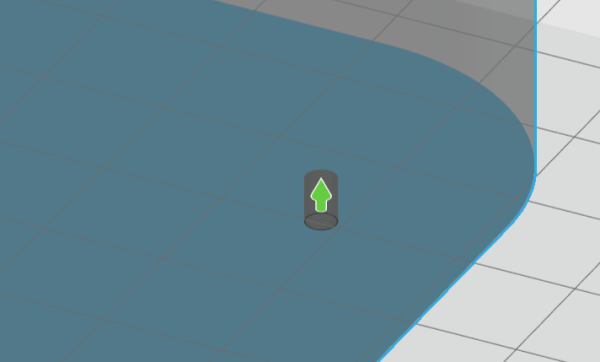
Klicken Sie auf eine blaue Fläche, um einen Anker zu setzen, und wählen Sie das Modell für den Anker aus. Die Position des Ankers wird mit einem grünen Pfeil und einer Vorschau der Ankerform markiert.
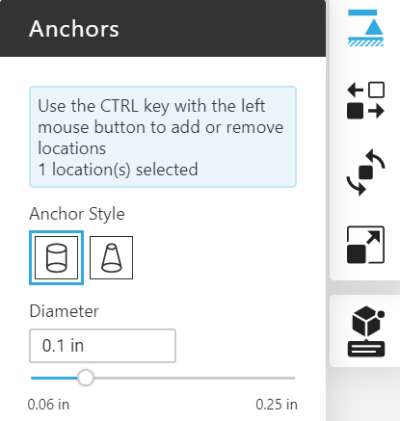
Konfigurieren von Ankern
Sobald der erste Anker gesetzt ist, wird das Ankerfeld aktiviert. Der Benutzer kann den Ankerstil und den bzw. die Durchmesser festlegen.
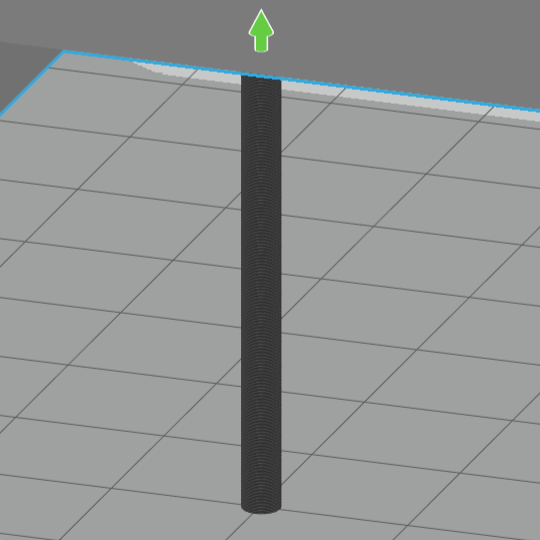
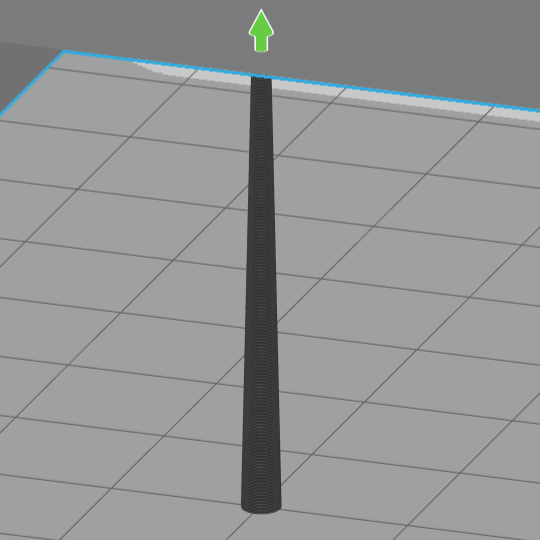
Zylindrischer Anker
Der standardmäßige Ankerstil ist ein zylindrischer Anker. Er wird durch einen einzigen Durchmesser definiert. Zylindrische Anker müssen zwischen der untersten Fläche des Modells und der Bauplatte oder dem Tray verwendet werden.
Konischer Anker
Konische Anker sind durch einen oberen und einen unteren Durchmesser definiert. Der untere Durchmesser gilt als maximaler Durchmesser auf jeweiligen Bauplatte oder Plattform dar, auch wenn Anker auf einer anderen Modelloberfläche enden. Die Verjüngung eines konischen Ankers kann auch anhand der Druckregeln geändert werden. Diese dienen zur Herstellung einer stabile Ankerfunktion.
| Zylindrischer Anker | Konischer Anker |
 |
 |
Ankersätze
Bei jedem Klicken auf das Modell wird ein neuer Anker erstellt. Um ein Ankerset zu erstellen, halten Sie die STRG-Taste auf der Tastatur gedrückt und wählen Sie einen anderen Ort aus. Die Anker innerhalb eines Satzes weisen denselben Stil und die gleichen Abmessungen auf. Halten Sie die STRG-Taste gedrückt, um dem Satz weitere Positionen hinzuzufügen. Lassen Sie die STRG-Taste los, um einen neuen Satz oder Anker für ein anderes Modell auf der Plattform zu erstellen.
Um einen Anker aus einem Set zu entfernen, halten Sie die STRG-Taste gedrückt und wählen einen vorhandenen Anker aus. Wiederholen Sie diesen Vorgang, um weitere Anker zu entfernen. Wenn der letzte Anker aus dem Satz entfernt wird, wird die Ankerfunktion automatisch gelöscht.
Tipp: Versetzen Sie die Plattform bei Ankern auf der untersten Oberfläche des Modells in die Ansicht von unten, und nutzen Sie die Rasterlinien, um die Anker einfacher auszurichten.

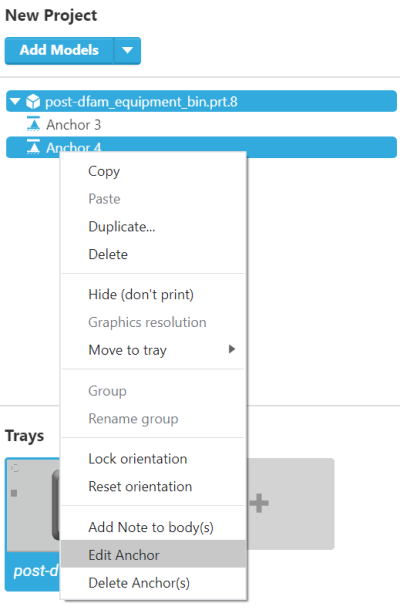
Verwalten von Ankern
Anker und Ankersätze werden durch Auswählen einer neuen Position hinzugefügt. Für jeden Anker wird dem übergeordneten Modell in der Projektkonsole ein Blatt hinzugefügt. Um die Definition eines Ankers zu ändern, doppelklicken Sie auf den Anker in der Baumstruktur oder klicken Sie mit der rechten Maustaste und wählen Sie Anker bearbeiten aus dem Menü. Zum Löschen von Ankern wählen Sie die per Rechtsmausklick Anker aus und wählen im Kontextmenü „Anker löschen“ aus.
Außerdem können die Vorgänge „Kopieren“/„Einfügen“, „Duplizieren“ und „Um Z drehen“ auf Modelle mit Ankern angewendet werden. Jede andere Ausrichtungsänderung macht den Anker ungültig, und der Anker wird automatisch gelöscht.
Auswahl des Ankermaterials (Stratasys F3300)
Der Stratasys F3300 Drucker unterstützt mehr als ein Modellmaterial für einen Schacht. Wenn mehrere Modellmaterialien eingerichtet sind, kann das für die Stützen verwendete Material ausgewählt werden. Standardmäßig ist das dem Modell zugewiesene Material auch das zugewiesene Stützmaterial.