- PolyJet 레거시 프린터
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 & J720 Dental
- J750/J735
- J750 Digital Anatomy
- Objet24/30 V2 제품군
- Objet24/30 V3 제품군
- Objet30 V5 Pro & Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- 광조형 재료
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- Somos® WaterShed® XC+
FDM 프린트 설정 조정
사용 가능한 설정은 프린터 모델, 선택한 재료 및 선택한 모델의 파일 형식에 따라 다릅니다. 파일 형식 및 재료에 따른 설정은 설명에 명시되어 있지만 프린터에 따른 설정은 아래의 기본 및 고급 섹션으로 나뉩니다.
기본 설정
이러한 설정은 지원되는 모든 FDM 프린터에서 사용할 수 있습니다. uPrint 및 Dimension 프린터의 경우 이러한 기본 설정만 사용할 수 있지만 다른 프린터의 경우 고급 설정도 사용할 수 있습니다. 섹션으로 이동합니다.
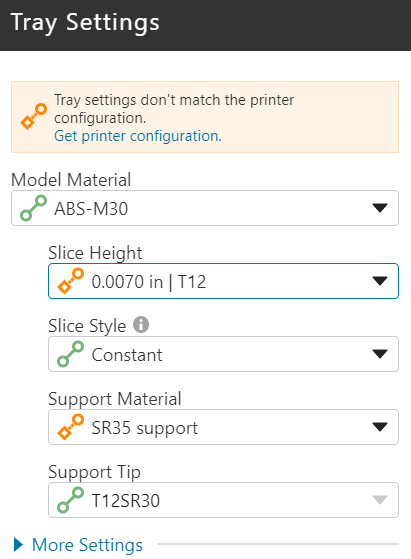
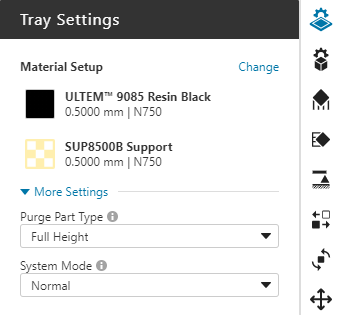
트레이 설정
이러한 속성은 트레이의 모든 모델에 대해 동일해야 합니다. 템플릿 프린터가 아닌 실제 프린터를 선택하면 프린터의 설정이 여기에 값을 채우고 녹색 아이콘은 프린터의 설정과 일치함을 나타냅니다.
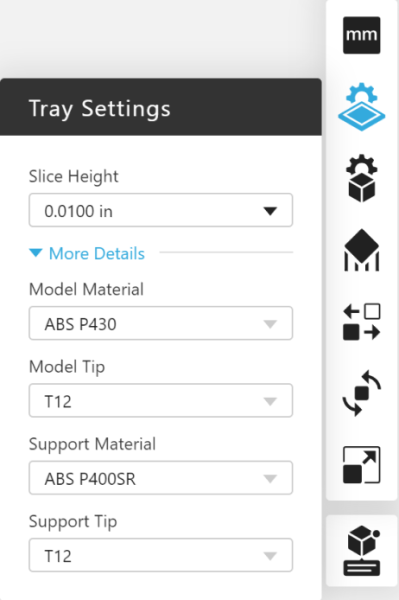
슬라이스 높이
슬라이스 높이에 사용할 수 있는 옵션은 선택한 프린터에 따라 다릅니다. 슬라이스 높이에 대해 자세히 알아보려면 여기를 참조하십시오.
모델 재료 및 서포트 재료
프린터에 사용할 수 있는 재료에 대한 자세한 내용은 stratasys.com을 참조하십시오.
모델 및 서포트 팁
일부 프린터에서는 특정 조형 설정에 여러 팁이 필요합니다.
모델 설정
이러한 속성은 트레이의 개별 부품에 대해 변경할 수 있습니다. 3D 뷰어 또는 프로젝트 패널의 모델 목록에서 마우스 왼쪽 버튼을 클릭하여 모델을 선택합니다. ctrl+클릭을 사용하여 선택 항목에 추가합니다.
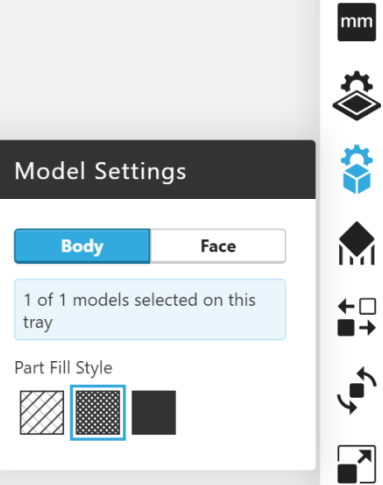
파트 채우기 스타일
다양한 스타일에 대해 자세히 알아보려면 여기를 참조하십시오.
서포트 설정
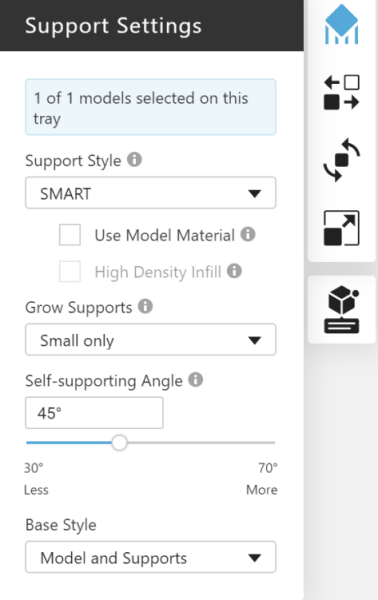
서포트 스타일
다양한 스타일에 대해 자세히 알아보려면 여기를 참조하십시오.
모델 재료 사용
이를 통해 지지부 구조는 대부분 모델 재료를 사용하여 인쇄할 수 있으며, 지지부 구조가 모델과 만나는 몇 개의 서포트 재료 레이어가 있습니다. 이렇게 하면 작업이 각 레이어에서 서포트 재료와 모델 재료 사이를 전환하는 데 소요되는 시간이 줄어듭니다.
Stratasys F3300 프린터는 트레이에 대해 두 개 이상의 모델 재료를 지원합니다. 여러 모델 재료를 설정할 때 서포트에 사용되는 재료를 선택할 수 있습니다. 기본적으로 모델에 할당된 재료는 "모델을 서포트로"에 지정된 재료입니다.
추가 확인란은 생성된 서포트 구조의 채우기를 더 높은 밀도로 경계 윤곽 없이 변경합니다.
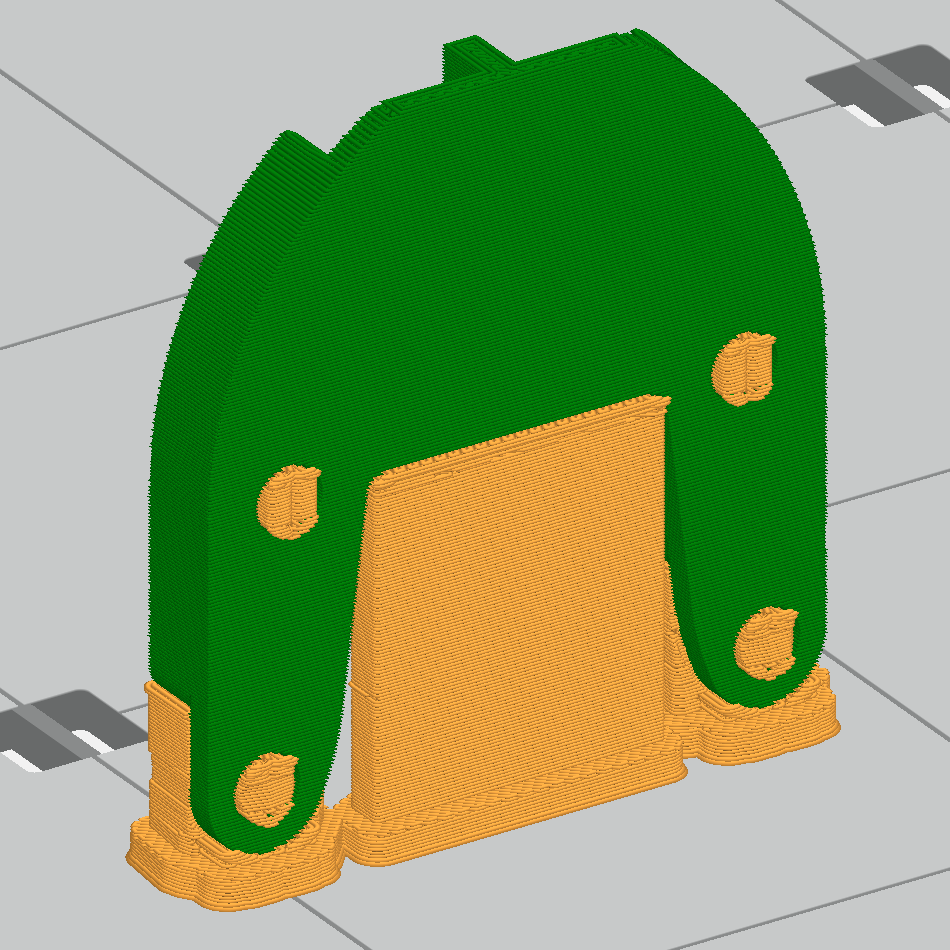
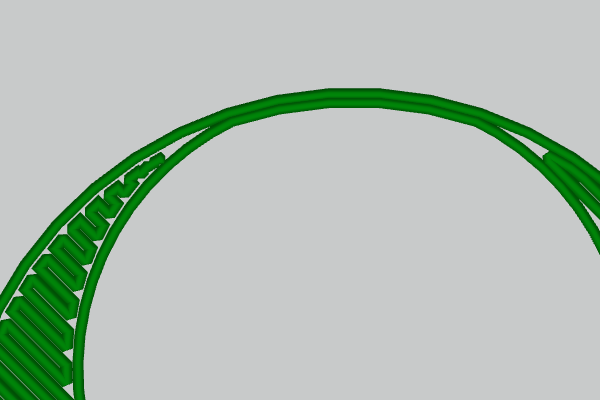
서포트 증가
서포트 증가는 모델 아래에서 점점 더 넓은 서포트를 생성하여 서포트의 안정성을 향상시킵니다. 그러나 이로 인해 아래 그림과 같은 일부 모델에 불필요한 서포트가 생성될 수 있습니다.
| 서포트 증가 안 함 | 소규모 서포트만 증가 |
 |
 |
자체 서포트 각도
서포트는 부품 표면의 각도가 자체 지지 각도라고 하는 지정된 값 아래로 떨어질 때마다 생성되며 여기에서 조정할 수 있습니다. 생성되는 서포트의 양을 늘리거나 줄일 수 있으며, 값을 프린터 및 재료에 따라 달라지는 기본 권장 사항으로 복원할 수도 있습니다.
기본 스타일
모델의 베이스에는 인쇄된 첫 번째 레이어와 몇 개의 서포트 재료 레이어가 포함됩니다. 베이스 스타일 옵션을 사용하면 베이스의 형태를 구성할 수 있습니다. "모델 및 서포트"는 모델 및 서포트 구조 아래에 베이스를 생성하고 베이스 내의 모든 닫힌 루프를 채웁니다. "모델만"은 모델 아래에만 베이스를 생성하고 닫힌 루프는 채워지지 않습니다.
| 모델 및 지원 | 모델만 |
 |
 |
고급 설정
이러한 설정은 별도로 명시하지 않는 한 Fortus, F123 Series 및 F900 프린터에서만 사용할 수 있습니다.
트레이 설정
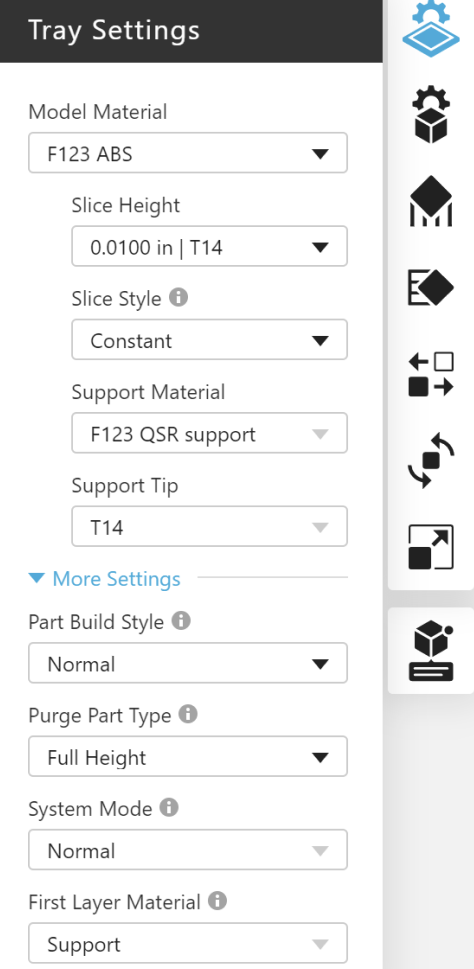
모델 재질
트레이의 모델 재질을 선택합니다. 다른 프린터는 다른 재료를 지원합니다.
서포트 재료
서포트 재질은 모델 재질에 따라 자동으로 선택됩니다. 모델 재질에 대한 서포트 재질이 두 개 이상 있는 경우 기본 선택에서 변경할 수 있습니다.
슬라이스 높이
재료의 슬라이스 높이를 선택합니다. 재료마다 다른 슬라이스 높이를 지원합니다. 모든 재료는 0.2540mm 슬라이스 높이를 지원합니다. 다른 가능한 슬라이스 높이는 0.0050인치(0.1270mm), 0.0070인치(0.1778mm), 0.0130인치(0.3302mm) 및 0.0200인치(0.5040mm)입니다. Stratasys F3300 프린터의 경우, 사용 가능한 슬라이스 높이는 0.2500mm 및 0.5000mm입니다(미터법으로 표시됨).
네트워크 프린터를 선택하면 로드된 재료와 팁이 녹색 막대로 표시됩니다. 사용 가능한 재질은 주황색 막대로 표시됩니다.
재료 설정(Stratasys F3300)
z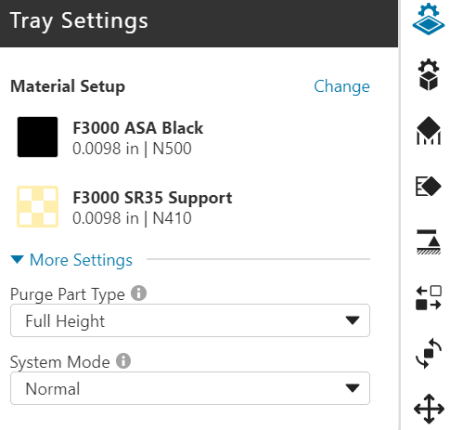
재질 설정은 재질, 재질의 색상, 선택한 슬라이스 높이, 재질을 돌출시키는 데 사용되는 노즐의 조합입니다. 재료 설정은 Stratasys F3300 프린터에서 사용되며, 최소 2개(모델 및 서포트)에서 최대 4개까지 필요합니다. 재료 설정은 트레이 설정 패널에서 변경을 선택하여 편집할 수 있으며, 이 패널에서 재료 및 슬라이스 높이 변경 대화 상자를 엽니다.
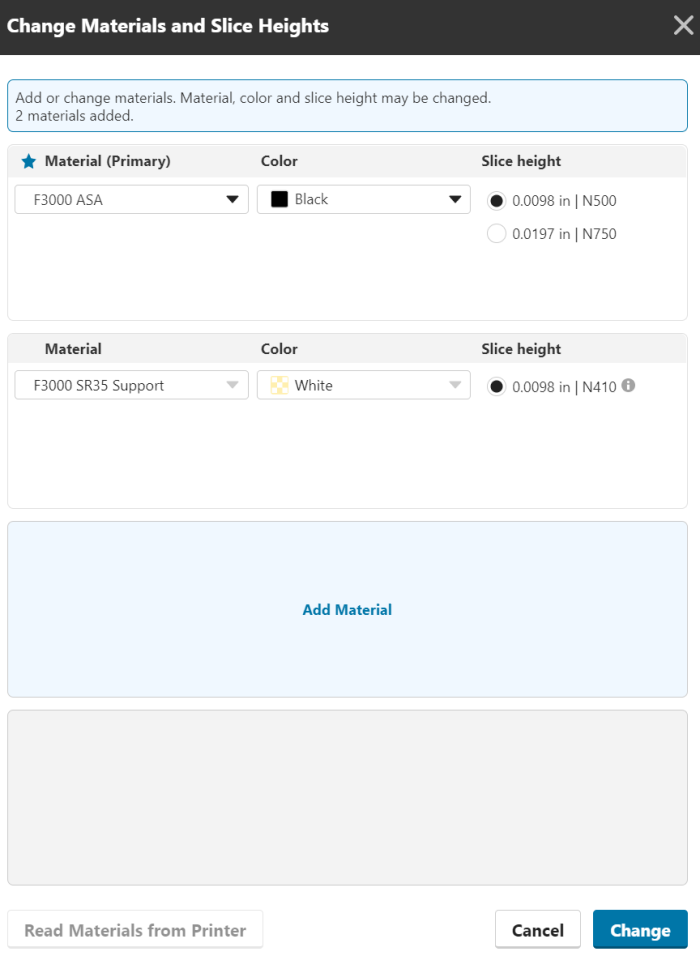
재료 및 슬라이스 높이 변경 대화 상자는 왼쪽에서 오른쪽으로, 위에서 아래로 작동합니다.
-
왼쪽에서 오른쪽으로
재료를 선택하면 사용 가능한 색상, 슬라이싱 높이, 노즐이 결정됩니다.
- 위에서 아래로
- 재료를 선택하면 서포트 재료 및 슬라이싱 높이, 노즐이 결정됩니다.
- 재료를 선택하면 추가 재료가 호환되는 재료로 제한됩니다.
네트워크로 연결된 프린터의 재료는 프린터에서 재료 읽기 버튼을 클릭하여 확인할 수 있습니다. 다른 재료를 추가하려면 재료 추가를 클릭하십시오.
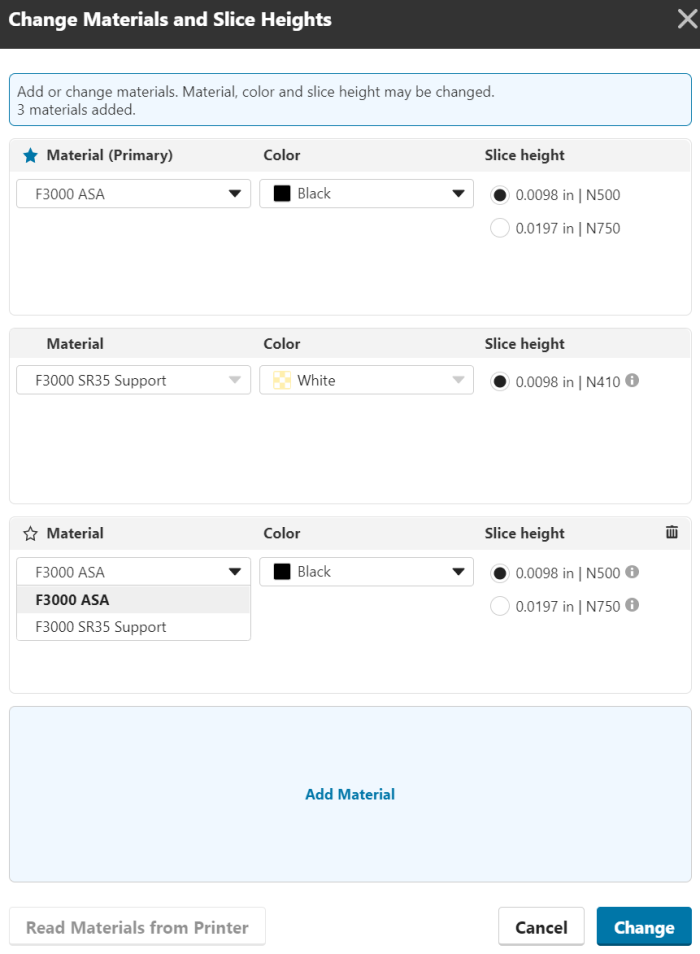
각 트레이에는 해당 트레이에 추가된 모델별로 지정된 기본 재료가 있습니다. 이는 파란색 별표로 표시됩니다.
![]()
그리고 재료 라벨 옆에 있는 텍스트 (기본)을 확인합니다. 기본 재질은 재질 및 슬라이스 높이 변경 대화 상자가 열리면 재질 설정 선택이 허용되는 모든 위치에 가장 먼저 나열됩니다. 기본 재질은 서포트 재질과 해당 설정을 자동으로 정의하고 추가할 수 있는 보조 재질 설정을 제한합니다. 2차 재질은 별 아이콘을 클릭하여 기본 재질로 만들 수 있습니다
![]()
이름 왼쪽, 쓰레기통 아이콘을 클릭하면 삭제됨
![]()
재료 카드의 오른쪽에 위치해 있습니다.
프린터는 동시에 다른 재료에 대해 구성될 수 있지만 트레이에 대해 설정된 재료는 서로 호환되어야 합니다. 호환성은 기본 재료에 의해 정의됩니다. 호환성 규칙은 다음과 같습니다.
-
동일한 기본 재료(예: ASA)
- 동일한 서포트 재료(예: SR35)
- 동일한 슬라이스 높이와 노즐(예: 0.5000 mm (0.0197 inch) | N750)
호환되지 않는 재질은 빨간색 경계로 식별되며 트레이에서 재질 구성을 사용하기 전에 해결해야 합니다.
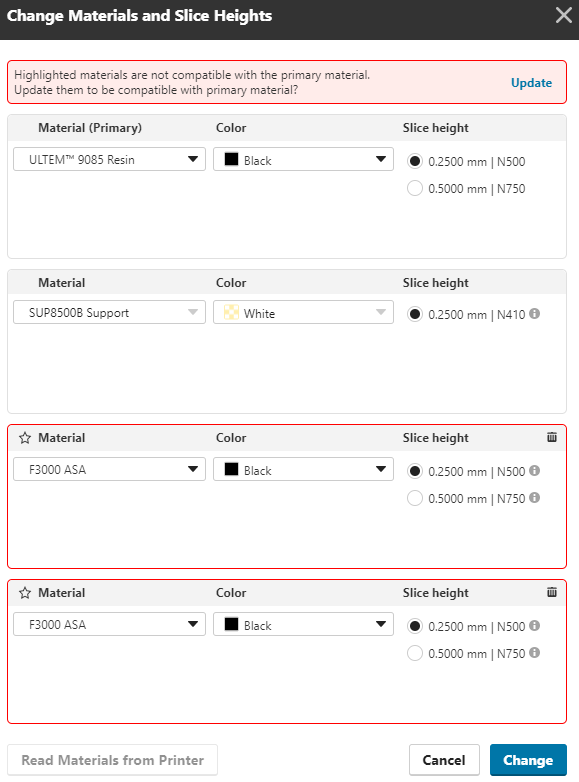
호환되지 않는 재료는 다음 방법으로 업데이트될 수 있습니다.
- 재료가 호환되도록 재료 편집
- 대화 상자 맨 위에 있는 업데이트를 선택하면 호환되지 않는 재료가 대체됩니다.
- 재료 삭제
- 기본 재료 변경(충돌 요소 변경)
- 변경을 선택하면 재료 충돌이 삭제되고 트레이의 재료가 업데이트됩니다.
호환성 규칙의 예외:
- 기본 재료의 슬라이스 높이가 0.2500 mm (.0098 inch)인 경우 슬라이스 높이가 0.5000 mm (0.1970 inch)인 동일한 재료가 허용됩니다. 사용자는 이 조합을 모델에 할당할 수 있습니다. 사용자가 0.5000mm 슬라이스 높이에 다른 재질을 할당하면 호환되지 않는 것으로 표시되지는 않지만 무시됩니다.
변경 또는 취소를 선택하여 대화 상자를 종료하고 트레이 설정으로 돌아갑니다.
슬라이스 스타일 (Fortus 900mc 및 450mc; 스트라타시스 F900; F170 및 F120을 제외한 F123 시리즈)
슬라이스 높이가 모델에 적용되는 방식을 설정합니다. 상수는 전체 모델에 대해 단일 슬라이스 높이를 사용합니다. Adaptive는 돔, 필렛 및 모따기와 같이 더 많은 디테일이 필요한 피처에는 선택한 슬라이스 높이를 사용하고, 수직 벽과 같이 디테일이 필요하지 않은 피처에는 더 두꺼운 슬라이스를 사용합니다. 이 기능은 0.2540mm(0.010in) 또는 0.1778mm(0.007in)의 공칭 슬라이스 높이에 사용할 수 있습니다.
| 선택한 슬라이스 높이 | 추가 슬라이스 높이 |
| 0.0070 인치 (0.1778 mm) | 0.0100 인치 (0.2540 mm) |
| 0.0100 인치 (0.2540 mm) | 0.0130 인치 (0.3302 mm) |
메모: 적응형 슬라이스 스타일은 트레이에서 하나의 모델만 활성화되어 있는 경우에만 사용할 수 있습니다.
파트 빌드 스타일(F120 및 F770을 제외한 F123 Series)
이는 사전 설정과 같습니다. 표준 이외의 빌드 스타일은 특정 모델 및 트레이 설정을 적용하고 이 작업에 대한 프린터 작동 방식을 변경합니다.
Normal(일반 ) - 사전 설정이 없으며 완전히 사용자 정의됩니다. PLA를 제외한 모든 재료에 사용할 수 있으며 F123 TPU 92A 및 F123 Diran 410MF07에 필요합니다.
드래프트 모드 — 처리량을 늘리고 수동 서포트 제거를 개선하기 위해 서포트가 적은 스파스 필을 사용합니다. 이러한 설정은 작업 처리량을 크게 증가시킵니다. 일부 서포트 설정은 변경할 수 있지만 권장하지는 않습니다. F123 TPU 92A 및 F123 Diran 410MF07을 제외한 모든 재료에 사용할 수 있으며 PLA에 필요합니다.
퍼지 파트 유형/희생 타워 유형
F123 시리즈 프린터는 트레이 뒤에 있는 퍼지 버킷 대신 트레이의 퍼지 부품을 사용합니다. 이렇게 하면 레이어당 헤드 움직임이 줄어들어 인쇄 시간이 단축됩니다. 퍼지는 프린터가 각 레이어에서 서포트 재료로 전환할 때 필요합니다. Fortus 프린터의 경우 재료가 이미 퍼지 버킷으로 퍼지된 경우에도 희생 타워를 추가할 수 있습니다. 이음새 품질은 퍼지 후 첫 번째 부분에서 가장 낮은 경우가 많으므로 트레이에 희생 타워를 도입하면 트레이의 모든 부품에 대해 이음새 품질이 일관되게 유지되도록 할 수 있습니다. 이는 특히 나일론 재료에 도움이 되며 Nylon 12 CF로 인쇄하는 데 필요합니다.
종종 프린트의 상부 레이어는 서포트 재료를 사용하지 않으므로 퍼지가 필요하지 않습니다. 이 설정은 퍼지 부품의 높이를 조정합니다. 모델 보기에서 트레이의 퍼지 부품은 설정에 관계없이 항상 "전체 높이"로 표시되지만 슬라이스 미리 보기로 이동하면 실제 높이를 볼 수 있습니다.
마지막 스왑 — 퍼지 부품은 서포트 재료의 마지막 레이어만큼의 높이가 됩니다.
전체 높이 — 퍼지 부품이 모델 재료의 마지막 레이어까지 이동합니다.
참고: PLA를 재료로 선택한 경우 서포트 재료가 사용되지 않으므로 퍼지 파트가 없습니다.
시스템 모드
시스템 모드는 작업의 모델에 대한 추가 정보를 프린터로 보냅니다. 사용 가능한 옵션은 선택한 프린터, 재료 및 슬라이스 높이에 따라 다릅니다.
표준(기본값) — 대부분의 부품 프린트에 사용합니다.
벽돌 — 크고 조밀한 부품을 인쇄할 때 부품 말림을 줄이는 데 사용합니다. 브릭 옵션은 F123 시리즈 프린터의 ABS, ASA, PC-ABS, ABS-CF10 및 Nylon-CF10에 사용할 수 있습니다. 지원되는 슬라이스 높이와 재료는 작업을 위해 선택한 F123 시리즈 프린터에 따라 다릅니다.
얇은 벽 — 얇은 벽이 많은 부품을 인쇄할 때 말림과 변형을 줄이는 데 사용합니다. 최대 얇은 벽 두께는 재료에 따라 다릅니다.
- 0.0900인치(2.29mm). 모든 ULTEM™ 9085 레진 및 ULTEM™ 1010 레진, Antero 800NA 및 Antero 840CN03 재료
- 0.1000인치(2.54mm) 나일론 12, 나일론 6, 나일론 12 CF 및 Diran 410MF07
첫 번째 레이어 재료(F770 및 F120을 제외한 F123 Series의 경우)
0.005" 슬라이스 높이를 선택하면 트레이와 접촉하는 기본 레이어에 대해 서포트 또는 모델 재질을 사용할지 여부를 선택할 수 있습니다. 이 슬라이스 높이는 더 낮은 챔버 온도를 사용하며, 트레이 접착력을 개선하고 부품 품질을 보장하기 위해 모델 재료가 기본 선택됩니다. 그러나 트레이에서 부품을 쉽게 제거하려는 경우 기본 레이어에 서포트 재료를 사용할 수 있습니다. 이것을 브릭 모드(위 참조)와 함께 사용하여 챔버 온도를 높일 수도 있습니다.
모델 설정
고급 설정은 선택한 파일 유형에 따라 바디 또는 면 수준에서 적용될 수 있습니다. 모델 설정 패널의 탭을 사용하거나 모델 설정 패널이 열려 있는 동안 B 또는 F 키를 눌러 바디와 면 선택 간에 전환합니다.
본체 설정
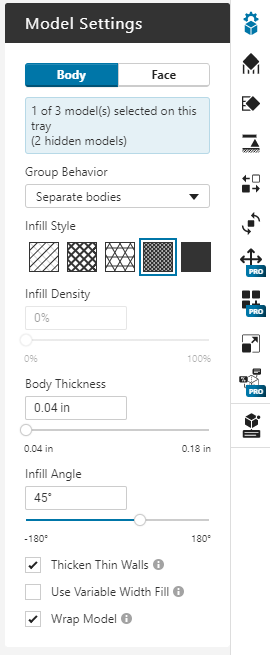
그룹 동작
바디 설정을 어셈블리에 적용할 때 그룹을 생성하면 더 많은 옵션을 사용할 수 있습니다. 어셈블리 파일 또는 멀티 바디 부품 파일을 트레이에 추가한 후 인쇄할 최상위 어셈블리 또는 몇 개의 구성 요소를 선택하고 프로젝트 패널 또는 마우스 오른쪽 버튼 클릭 메뉴의 버튼을 눌러 그룹을 생성합니다. 그룹은 선택한 구성 요소로만 구성된 플랫 어셈블리 구조이며 원래 어셈블리는 숨겨집니다. 파일 목록에서 그룹을 선택하면 모델 설정 패널에 그룹 동작 설정이 표시됩니다.
바디 분리 — 각 구성 요소가 고유한 바디 설정을 가질 수 있습니다. 이는 그룹을 만들 때 기본 설정입니다.
바디 결합 — 하나의 바디 설정이 전체 그룹에 적용됩니다. 이는 그룹을 생성하지 않을 경우 어셈블리 동작이기도 합니다.
바디 분리 동작으로 그룹을 인쇄하면 인쇄된 부품의 물리적 속성을 최적화할 수 있습니다. 예를 들어, 일부 영역은 강도를 위해 솔리드 인필로 인쇄하고 다른 영역은 무게를 줄이기 위해 스파스 인필로 인쇄할 수 있습니다. CAD 시스템에서 모델을 디자인하는 동안 이러한 영역을 정의합니다.
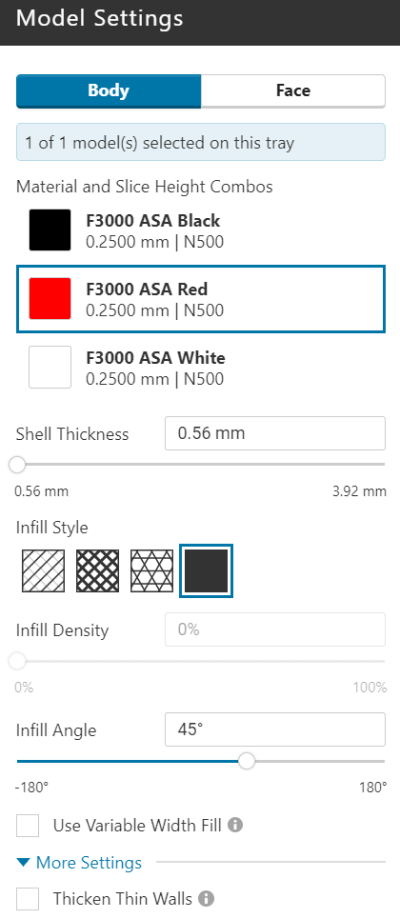
채우기 밀도
일부 채우기 스타일을 사용하면 밀도를 제어할 수 있습니다. 밀도를 높이면 인필 래스터 사이의 간격이 줄어들어 강도가 높아지고 밀도를 줄이면 래스터 간격이 더 벌어져 재료 사용량 및 인쇄 시간이 줄어듭니다.
바디 두께
이 설정은 모델 외부 표면의 최소 두께를 제어합니다. 두께를 늘리면 수직 표면에 사용되는 윤곽선의 수와 수평 표면에 사용되는 솔리드 레이어의 수가 증가합니다. 바디 두께 내부의 영역은 인필 스타일을 사용하여 인필 밀도로 채워집니다. 최소 본체 두께는 채우기 스타일에 따라 다릅니다.
채우기 각도
부품의 첫 번째 레이어에 대한 채우기 래스터의 각도를 설정합니다. 각도는 각 추가 레이어에 대해 설정된 값만큼 증가합니다. 증분은 대부분 90도입니다.
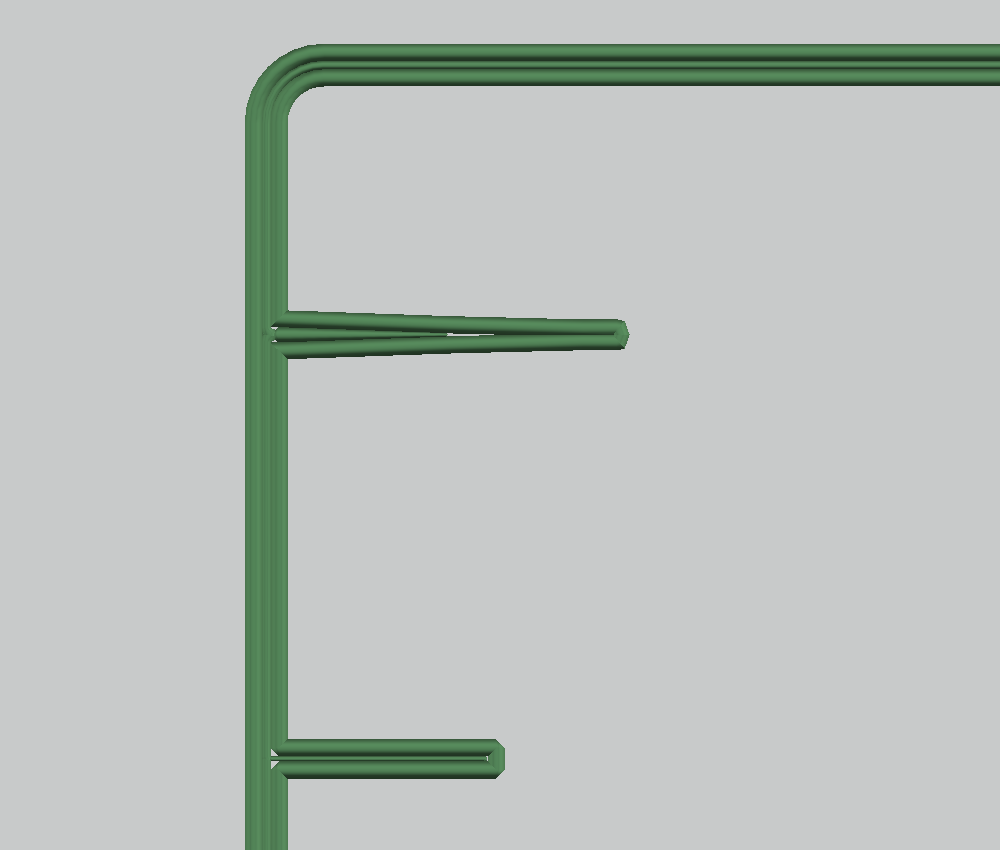
얇은 벽을 두껍게
모델을 슬라이스할 때 슬라이스의 일부 영역은 두 개의 툴패스 너비(슬라이스 높이의 4배)보다 좁을 수 있습니다. 이 설정을 사용하면 좁은 영역이 최소 벽 너비까지 두꺼워집니다. 이 설정을 비활성화하면 적합하지 않은 위치에 툴패스가 생성되지 않습니다. 설정을 사용할 수 없는 경우 기본적으로 켜져 있습니다.
| 끄기 | 켜기 |
 |
 |
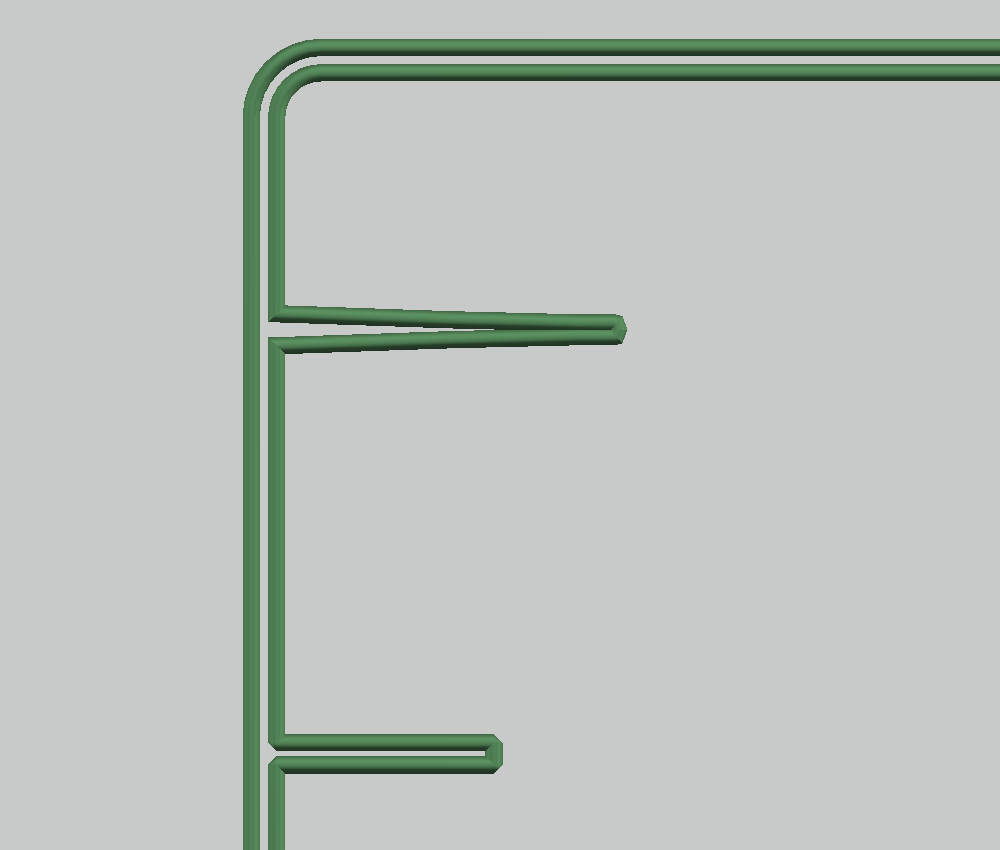
가변 폭 채우기
모델에서 일정한 너비, 윤곽선 또는 래스터 패턴이 맞지 않는 영역을 채웁니다. 툴패스는 영역의 중심을 따라 작성되며 영역을 채우는 데 필요한 너비가 달라집니다. 그 결과 더 조밀하고 강력한 모델이 생성됩니다.
| 끄기 | 켜기 |
 |
 |
모델 포장
별도의 바디가 있는 그룹을 공통 셸에 묶습니다. 셸은 그룹에 있는 바디 사이의 접합이 적용된 하중을 견디도록 디자인되지 않은 경우 강도를 추가합니다. Stratasys의 경우 랩 모델이 기본적으로 켜져 있습니다.
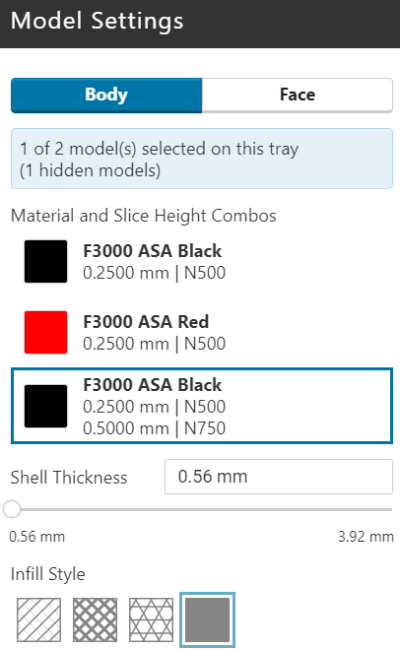
재료 및 슬라이스 높이 콤보(Stratasys F3300)
Stratasys F3300 트레이에서는 최대 3개의 모델 재료를 인쇄할 수 있습니다. 모델 재질은 모델 설정 패널에 표시됩니다. 나열된 첫 번째 재료가 기본 재료입니다. 트레이에 추가된 모든 모델에 할당됩니다. 추가(보조) 재료를 사용할 수 있는 경우 모델을 선택한 다음 모델 설정 패널에서 모델 재료를 선택하여 할당합니다.
이중 높이 인필
트레이의 다른 재료는 동일한 슬라이스 높이여야 합니다. 동일한 재료에는 특정 방식으로 사용되는 두 가지 다른 슬라이스 높이가 있을 수 있습니다.
- 모델의 셸은 0.2500mm 슬라이스 높이입니다.
- 인필은 0.5000mm 슬라이스 높이입니다.
- 충전재가 고체입니다
이러한 단일 높이 셸과 이중 높이 인필의 조합은 다른 재료에 대해 지원되지 않습니다.
그룹 내 바디에 다른 재료 지정
별도의 바디가 있는 그룹은 각 바디에 대해 고유한 설정을 지원합니다. 이 기능은 재료까지 확장됩니다. 방법:
- 그룹에서 바디 선택
- 모델 설정 패널에서 재료 선택
참고
그룹의 바디에 다른 재료를 할당할 때 모델 래핑이 선택 취소되어 있는지 확인하십시오. 모델 래핑이 선택된 경우 전체 모델이 주 재료의 셸로 둘러싸입니다.
면 설정
선택한 모델의 파일 형식에 따라 면 수준에서 설정을 적용할 수 있습니다. 면 설정은 BREP 형상이 포함된 파일 유형에만 사용할 수 있습니다. 메시 전용 형식(.stl, .wrl, .obj 및 .3mf)에는 정확한 BREP 형상이 포함되어 있지 않으므로 면 선택을 사용할 수 없습니다. .sldprt와 같은 네이티브 CAD 형식과 .stp 및 .igs와 같은 일부 교환 형식에는 모두 BREP 형상이 포함되어 있으므로 바디와 면을 모두 선택할 수 있습니다. 또한 표면 설정은 그룹화되지 않은 어셈블리 또는 바디 결합 동작이 선택된 그룹에 적용할 수 없습니다.
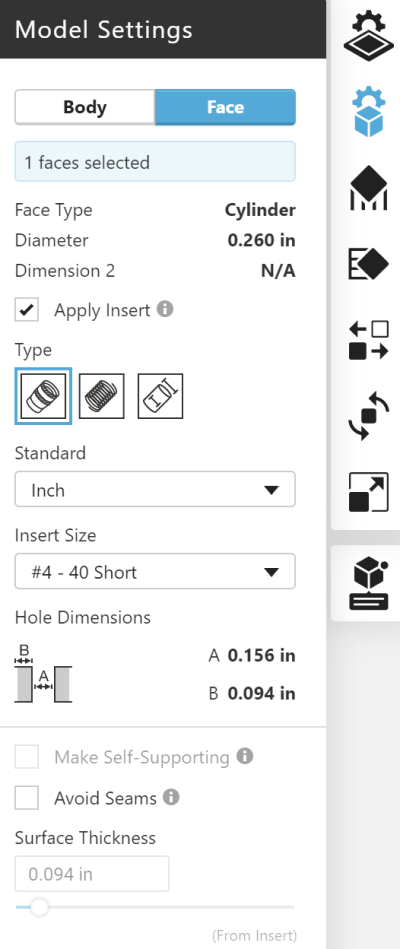
삽입 적용
스레드를 3D 프린트하는 것은 권장되지 않으므로 프린트가 완료된 후 금속 삽입물을 사용하는 것이 좋습니다. Apply Insert 기능은 인쇄된 부품이 이를 받을 수 있는 적절한 구멍 치수를 갖도록 합니다. 구멍(원통형 표면)을 선택한 다음 Apply Insert 확인란을 선택합니다. 인서트 유형(테이퍼 히트 세트 또는 헬리코일)과 크기를 선택하면 표시된 권장 구멍 치수가 선택에 적용됩니다.
홀 치수가 인서트에 대한 권장 치수와 일치하지 않으면 사용자 지정을 선택하고 원하는 치수를 입력할 수 있습니다. "사용자 지정 크기 저장"을 클릭하면 "내 라이브러리"에 추가됩니다. 추가할 삽입 치수가 많은 경우 사용자 정의 라이브러리 파일을 생성하고 파일 > 기본 설정 > FDM을 사용하여 추가할 수 있습니다. 파일은 .JSON 텍스트 파일이며 다음과 같은 형식을 갖습니다.
{
"version": "1.0",
"name": "Custom Library 1234",
"libraryType": "insert",
"entries": [
{
"version": "1.0",
"name": "MyInsert 1",
"type": "insert",
"content": {
"name": "MyInsert 1",
"diameter": 0.2,
"thickness": 0.2,
"units": "in"
}
},
{
"version": "1.0",
"name": "MyInsert 2",
"type": "insert",
"content": {
"name": "MyInsert 2",
"diameter": 0.4,
"thickness": 0.2,
"units": "in"
}
}
]
}
자체 서포트 만들기
수평으로 인쇄할 형상에 구멍이 있는 경우 이 기능은 서포트 재료가 필요하지 않도록 다이아몬드 모양으로 변경합니다.
이음패 피하기
툴패스의 시작/끝은 인쇄된 부분에 이음매라고 하는 표시를 남깁니다. 이음새가 키 표면에 배치되지 않도록 하려면 표면을 선택하고 이음새 방지 확인란을 선택합니다.
표면 두께
바디의 두께 제어와 유사하지만 특정 표면에 적용됩니다.
서포트 설정
현재 고급 서포트 설정은 없습니다. 위의 기본 섹션을 참조하십시오.
안정기
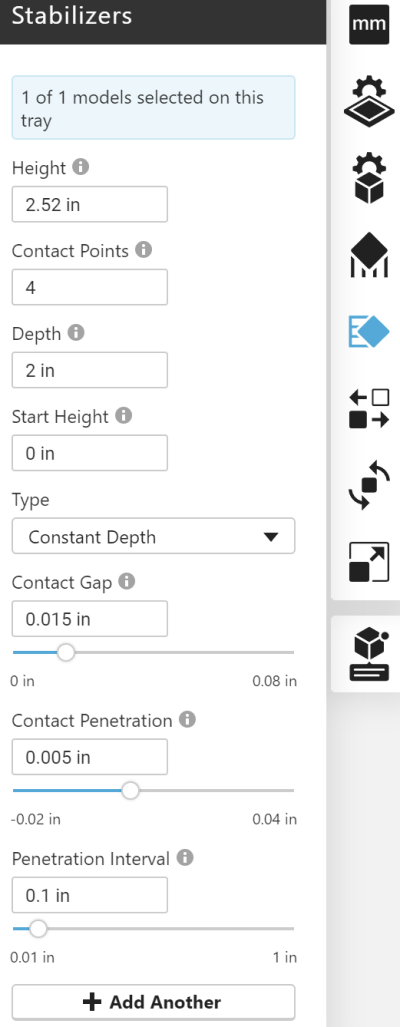
안정기는 프린트 품질을 향상시키는 데 사용되는 서포트 구조입니다. 자체 서포트 각도 또는 서포트 스타일을 기반으로 서포트를 생성하지 않는 높고 얇은 모델에서 안정기는 진동을 최소화하고 모델을 똑바로 유지하는 측면 지지를 제공할 수 있습니다. 또는 길고 얇은 모델의 경우 안정기가 모델을 빌드 트레이 또는 시트에 고정하여 말리는 것을 방지합니다.
안정기는 모델 주위에서 모델 재료로 생성되는 타워 구조입니다. 모델의 모양을 따라 생성되고 서포트를 만나면 조정되며 간섭을 피하기 위해 뒤로 당겨집니다. 접점은 모델의 수직 표면에 매우 가깝게 확장되며 지정된 간격으로 모델을 관통합니다. 이러한 점은 인쇄 중에 안정성을 더하고 완료되면 분리됩니다.
안정기를 생성하려면 모델(어셈블리, 멀티 바디 부품, 그룹 또는 부품)을 선택한 다음 도구 모음에서 안정기 아이콘을 선택합니다. 안정기는 한 번에 하나의 모델에 대해 정의됩니다. Stabilizer 아이콘을 선택하면 모델이 분석되고 기본 설정으로 Stabilizer가 추가됩니다.
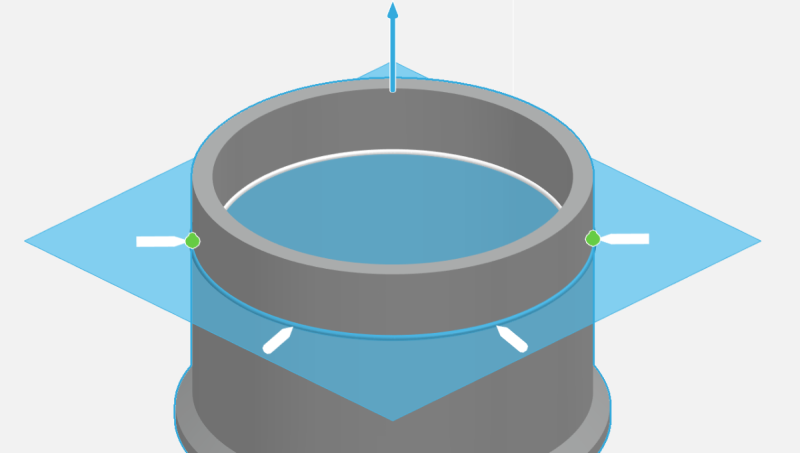
안정기 구성
다음 매개변수는 스태빌라이저의 크기, 모양 및 위치를 정의합니다. 높이를 선택한 후 원근감을 끈 상태에서 하향식 보기로 전환하여 이 섹션의 다른 매개 변수를 구성할 수 있습니다.
높이
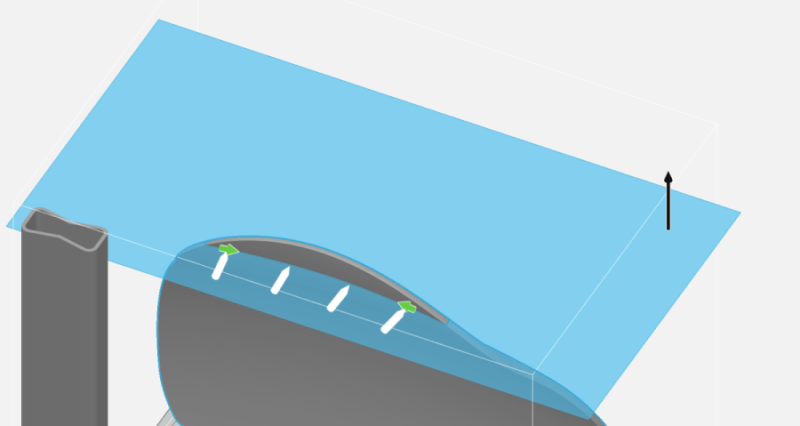
스태빌라이저 높이는 화살표가 부착된 파란색 평면으로 표시됩니다. 화살표를 클릭하고 드래그하여 안정기 높이를 위 또는 아래로 조정하거나 안정기 패널에서 높이 설정을 편집합니다. 기본 높이는 모델 높이의 80%입니다.
참조 곡선
안정기 높이 평면은 모델과 교차하여 하나 이상의 닫힌 루프 곡선을 생성합니다. 루프가 하나만 있는 경우 자동으로 선택되어 파란색으로 표시됩니다. 여러 루프가 생성되면 하나가 자동으로 선택되고 대체 루프는 흰색으로 표시됩니다. 대체 루프를 클릭하여 선택합니다.
시작점과 끝점
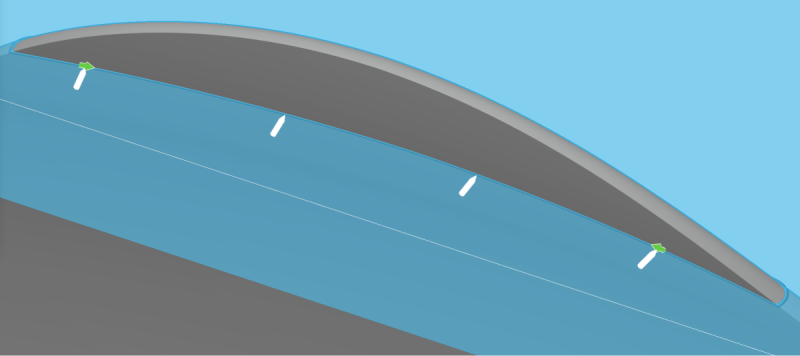
안정기는 전체 모델을 둘러싸는 것이 아니라 사용자가 정의한 모델 섹션을 지원합니다. 스태빌라이저의 시작과 끝은 녹색 화살표로 식별됩니다. 스태빌라이저는 두 화살표 사이에 생성됩니다. 곡선을 따라 화살표 하나를 드래그하여 안정기의 시작 또는 끝 위치를 조정합니다.
접점 수
스태빌라이저가 모델에 접촉하는 횟수(2-20회)를 입력합니다. 접점은 모델 보기에서 편집 중인 안정기에는 흰색 핀으로 표시되고, 정의되었지만 편집되지 않는 안정기에는 회색 핀으로 표시됩니다.
깊이
안정기 높이에서 측정한 안정기 접점과 후면 벽 사이의 최대 거리입니다.
유형
안정기는 일정한 깊이(기본값) 또는 플랫 백일 수 있습니다. 일정한 깊이의 경우 모든 접점의 깊이가 거의 같고 뒷벽은 모델의 모양과 근사합니다. Flat Back의 경우 뒷벽은 직선입니다.
접점 구성
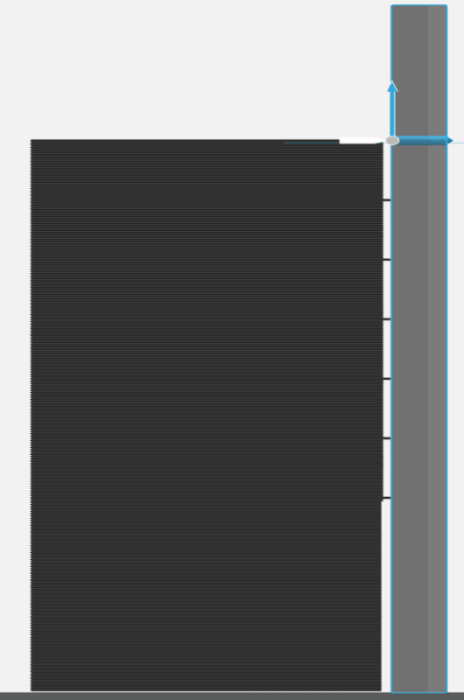
위에서 정의한 접점은 안정기의 전체 높이에서 모델에 실제로 닿지 않습니다. 일반적으로 스태빌라이저는 접촉하지 않고 모델 표면에 매우 가깝지만, 일정한 간격으로 접점이 표면을 관통하여 스태빌라이저를 모델에 부착합니다. 다음 4개의 매개변수는 침투의 빈도와 깊이를 정의합니다. 이러한 매개 변수를 구성하기 전에 측면 보기로 전환하는 것이 좋습니다.
시작 높이
안정기 접점이 모델을 관통하기 시작하는 높이입니다. 기본적으로 시작 높이는 0이며, 이는 모델의 전체 높이에 걸쳐 간격을 두고 관통이 발생함을 의미합니다. 위 그림에서는 모델 하단부에 관통이 없도록 시작 높이가 증가되었습니다.
접촉 간격
안정기 접점이 관통하지 않을 때 모델을 제거하는 거리입니다.
접촉 관통
안정기 접점이 모델을 관통하는 최대 거리입니다.
관통 간격
모델을 관통하는 접점 사이의 수직 거리입니다. 접점이 모델을 관통하지 않으면 접촉 간격 거리만큼 모델과 간격을 유지합니다.
| 접촉 갭 | 접점 침투 |
 |
 |
 |
 |
안정기 관리
안정기를 추가한 후에는 "다른 항목 추가"를 클릭하거나 패널을 닫아 선택한 모델에 더 추가할 수 있습니다. 각 안정기는 프로젝트 창의 상위 모델에 리프를 추가합니다. 스태빌라이저의 정의를 변경하려면 트리에서 스태빌라이저를 두 번 클릭하거나 마우스 오른쪽 버튼을 클릭하고 메뉴에서 스태빌라이저 편집을 선택합니다. 하나 이상의 안정기를 삭제하려면 안정기를 선택하고 마우스 오른쪽 버튼을 클릭한 다음 메뉴에서 안정기 삭제를 선택합니다.
앵커
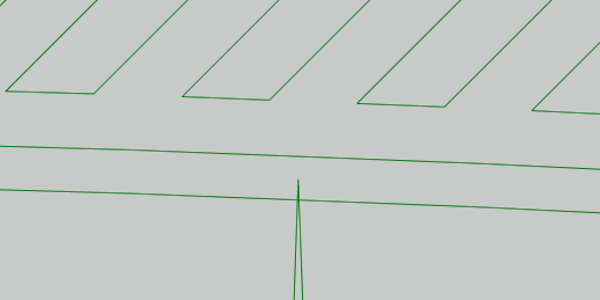
앵커는 모델이 빌드될 때 말리는 것을 방지하는 서포트 구조입니다. 모델 재료로 구성된 앵커는 모델의 아래쪽을 빌드 시트 또는 트레이에 부착합니다. 서포트 베이스 및 기타 서포트 구조가 앵커에는 생성되지 않으므로 모델과 빌드 시트 또는 트레이 간의 안전한 연결이 보장됩니다. 앵커는 또한 아래쪽 방향의 모델 표면을 위쪽 방향의 모델 표면에 고정하는 데 사용할 수 있습니다.
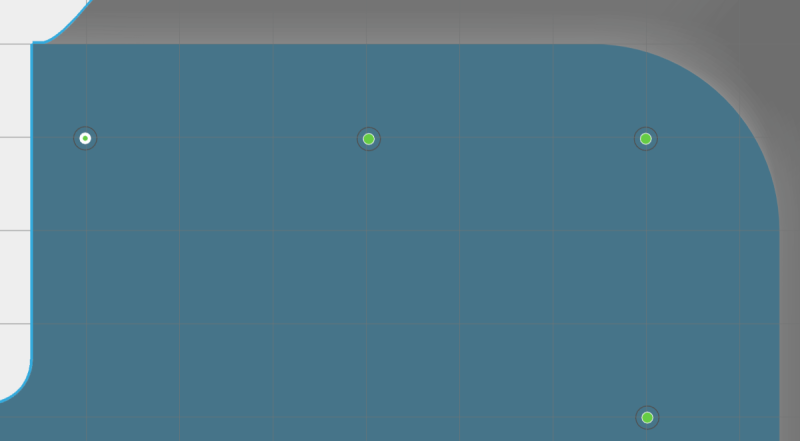
앵커를 만들려면 도구 모음에서 앵커 아이콘을 선택합니다. 트레이의 모델이 분석되고 앵커를 배치할 수 있는 표면이 파란색으로 강조 표시됩니다.
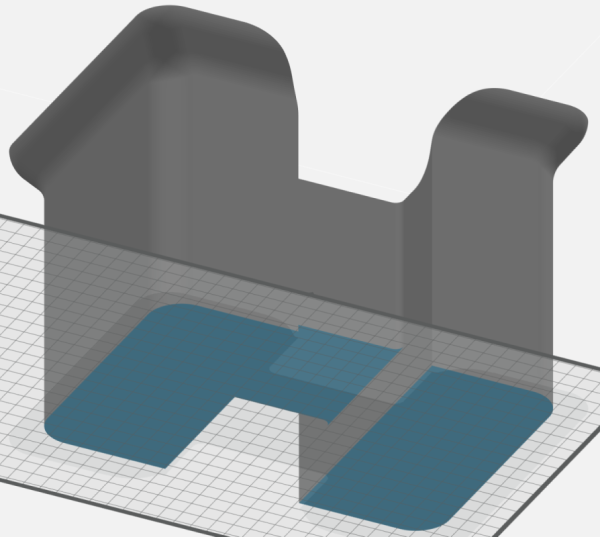
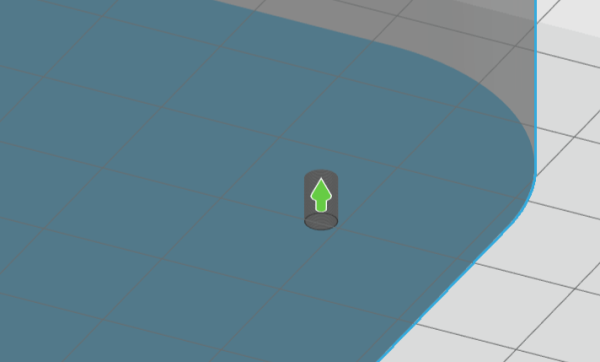
파란색 표면을 클릭하여 앵커를 배치하고 앵커에 대한 모델을 선택합니다. 앵커 위치는 녹색 화살표와 앵커 셰이프의 미리 보기로 표시됩니다.
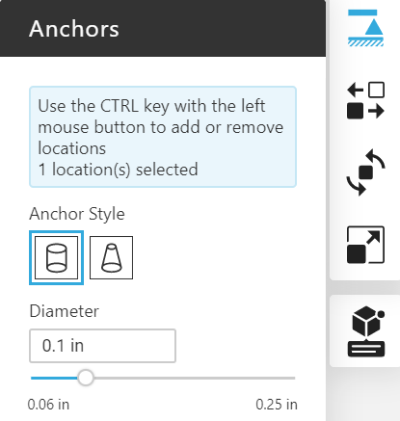
앵커 구성
첫 번째 앵커가 배치되면 앵커 패널이 활성화됩니다. 사용자는 앵커 스타일과 직경을 설정할 수 있습니다.
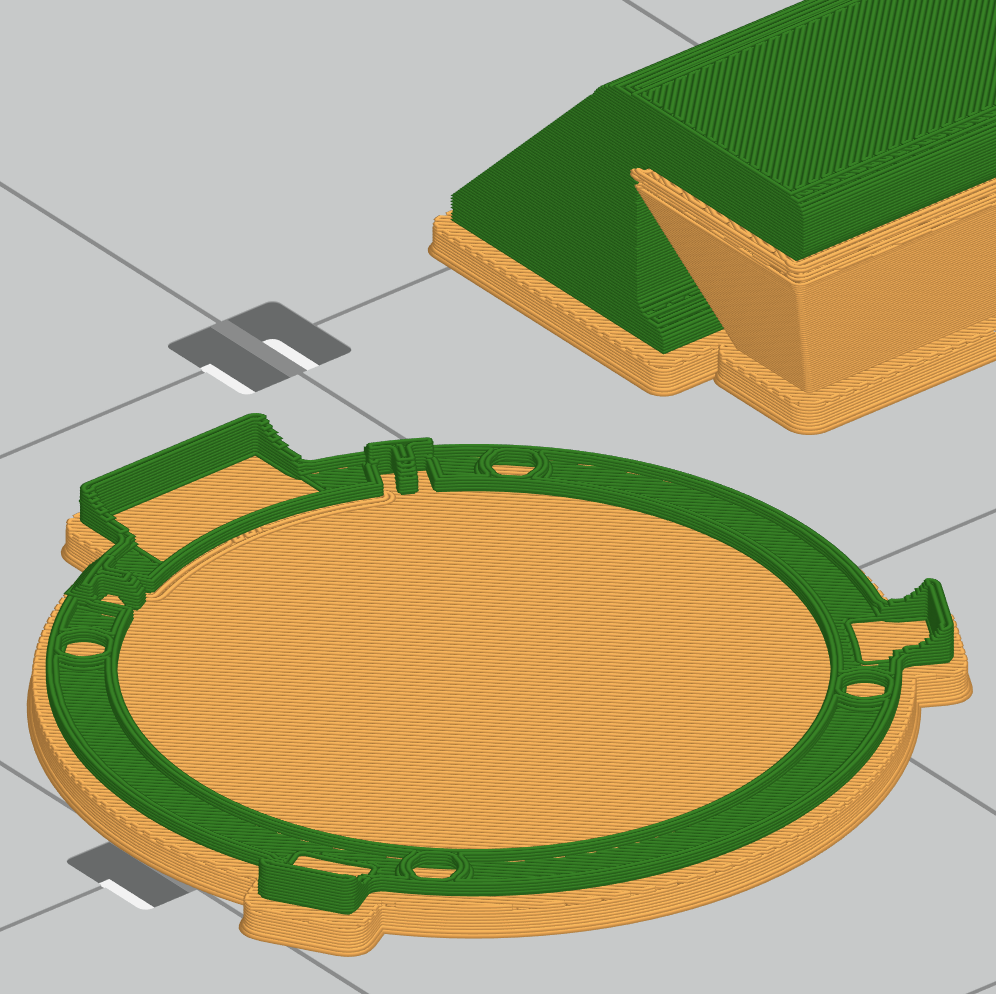
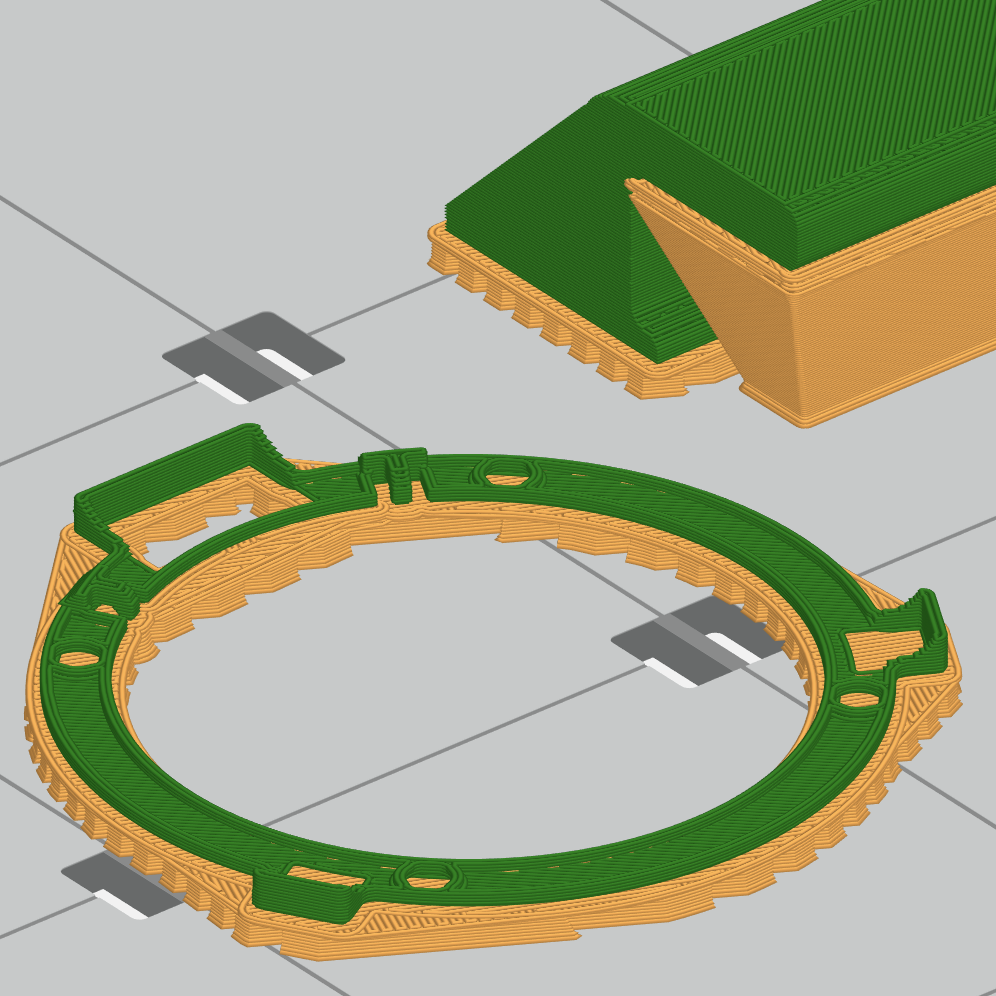
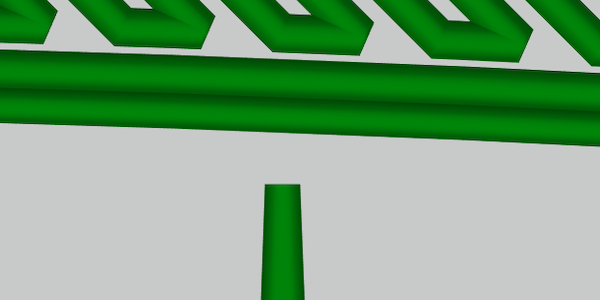
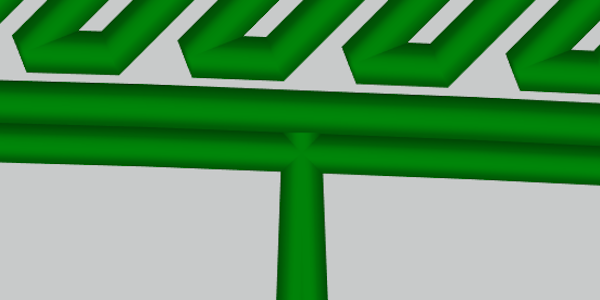
원통형 앵커
원통형 앵커는 기본 앵커 스타일입니다. 단일 직경으로 정의됩니다. 원통형 앵커는 모델의 맨 아래 표면과 빌드 시트 또는 트레이 사이에 사용해야 합니다.
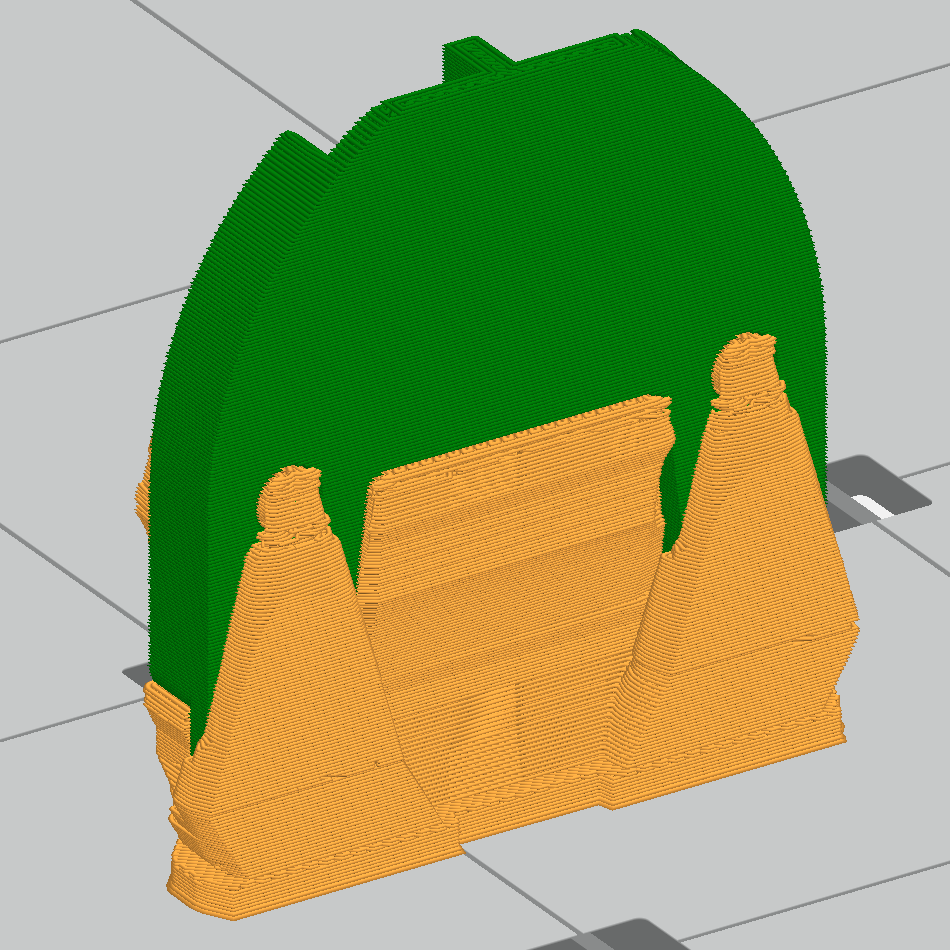
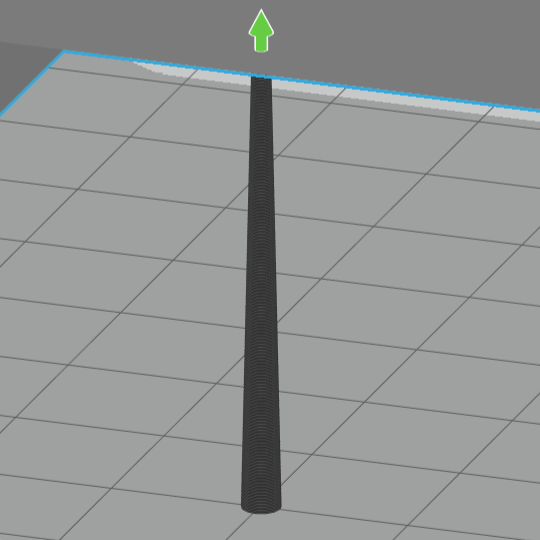
원추형 앵커
원추형 앵커는 상단 직경과 하단 직경으로 정의됩니다. 하단 직경은 앵커가 다른 모델 표면에서 끝나는 경우에도 빌드 시트 또는 트레이의 최대 직경을 나타냅니다. 원추형 앵커의 테이퍼는 안정적인 앵커 기능을 만들기 위해 적용된 빌드 규칙에 의해서도 변경됩니다.
| 원통형 앵커 | 원추형 앵커 |
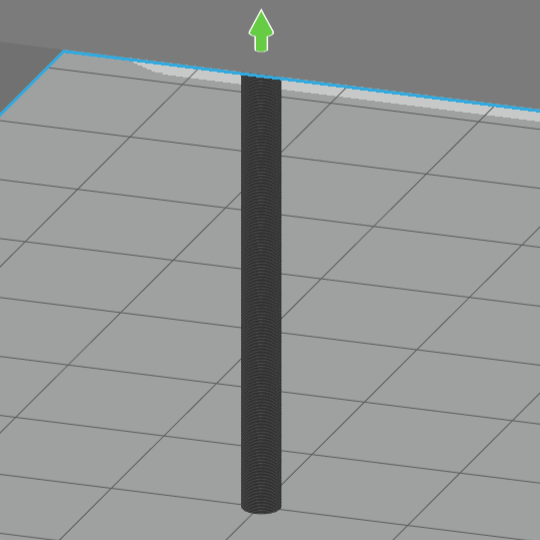 |
 |
앵커 세트
모델을 클릭할 때마다 새 앵커 피쳐가 생성됩니다. 앵커 세트를 만들려면 키보드의 CTRL 키를 누른 상태에서 다른 위치를 선택합니다. 세트의 앵커는 스타일과 치수를 공유합니다. 세트에 더 많은 위치를 추가할 때까지 Ctrl 키를 누른 상태로 유지합니다. 새 세트를 만들거나 트레이에 다른 모델에 대한 앵커를 만들려면 Ctrl 키를 놓으십시오.
세트에서 앵커를 제거하려면 Ctrl 키를 누른 상태에서 기존 앵커를 선택합니다. 이 작업을 반복하여 더 많은 앵커를 제거합니다. 마지막 앵커가 세트에서 제거되면 앵커 기능이 자동으로 삭제됩니다.
팁: 모델의 맨 아래 표면에 있는 앵커의 경우 트레이를 아래쪽 보기로 향하게 하고 그리드 선을 사용하여 앵커를 더 잘 정렬합니다.
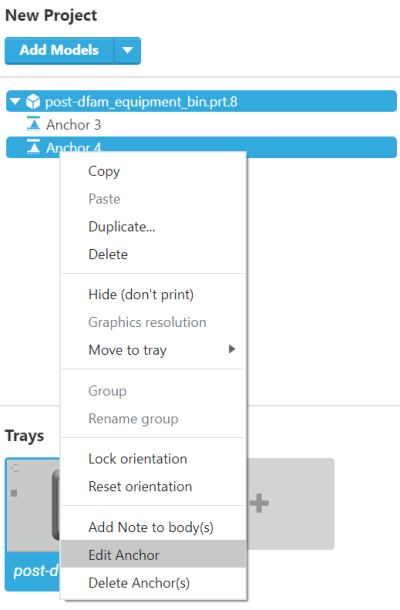
앵커 관리
앵커 및 앵커 세트는 새 위치를 선택하여 추가됩니다. 각 앵커는 프로젝트 창의 상위 모델에 리프를 추가합니다. 앵커의 정의를 변경하려면 트리에서 앵커를 두 번 클릭하거나 마우스 오른쪽 버튼을 클릭하고 메뉴에서 앵커 편집을 선택합니다. 하나 이상의 앵커를 삭제하려면 앵커를 선택하고 마우스 오른쪽 버튼을 클릭한 다음 메뉴에서 앵커 삭제를 선택합니다.
앵커가 있는 모델에 적용될 수 있는 다른 작업은 복사/붙여넣기, 복제 및 Z 축 주위 회전입니다. 다른 방향 변경은 앵커를 무효화하고 자동으로 삭제합니다.
앵커 재료 선택(Stratasys F3300)
Stratasys F3300 프린터는 트레이에 대해 두 개 이상의 모델 재료를 지원합니다. 여러 모델 재료를 설정할 때 서포트에 사용되는 재료를 선택할 수 있습니다. 기본적으로 모델에 할당된 재료는 "모델을 서포트로"에 지정된 재료입니다.