- Stampanti legacy PolyJet
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- Dental J700 e J720
- J750/J735
- J750 Digital Anatomy
- Famiglia Objet24/30 V2
- Famiglia Objet24/30 V3
- Objet30 V5 Pro e Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- Materiali PolyJet
- Famiglia Agilus30
- Biocompatibile
- Biocompatible Clear MED610™
- Materiali odontoiatrici
- Materiali odontoiatrici TrueDent
- Materiali dentali TrueDent-D
- ABS digitale Plus
- DraftGrey
- Elastico Clear/Black
- Alta temperatura
- MED610-DSG
- Supporto PolyJet
- Rigur e Durus
- Tango
- PolyJet ToughONE™
- Trasparenti
- Vero ContactClear
- Gamma Vero
- VeroFlex
- VeroUltra Opaque
- Colori vividi
- Materiali per stereolitografia
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- Somos® WaterShed® XC+
Le migliori pratiche per la stampa 3D
GrabCAD Print semplifica la preparazione della stampa 3D consentendo di lavorare direttamente con i file CAD nativi senza dover prima esportarli in STL e di organizzare e suddividere il tutto nello stesso visualizzatore, senza dover passare a un file di percorso utensile intermedio.
Nonostante ciò, ci sono ancora diversi fattori che sono lasciati alla tua discrezione e che possono avere un impatto notevole sulla riuscita della stampa. In questo articolo verrà descritto come utilizzare GrabCAD Print per ottenere i migliori risultati.
Orientamento dei pezzi
Ci sono 6 cose da considerare quando si decide l'orientamento in cui verrà stampato il componente. Bisognerebbe valutarle tutte prima di fare una scelta, perché ciascuna di esse può incidere in modo significativo sul risultato della stampa. È probabile che ci sarà qualcosa che dovrà essere sacrificato; ciò che deciderai di sacrificare dipenderà dal tuo intento progettuale.
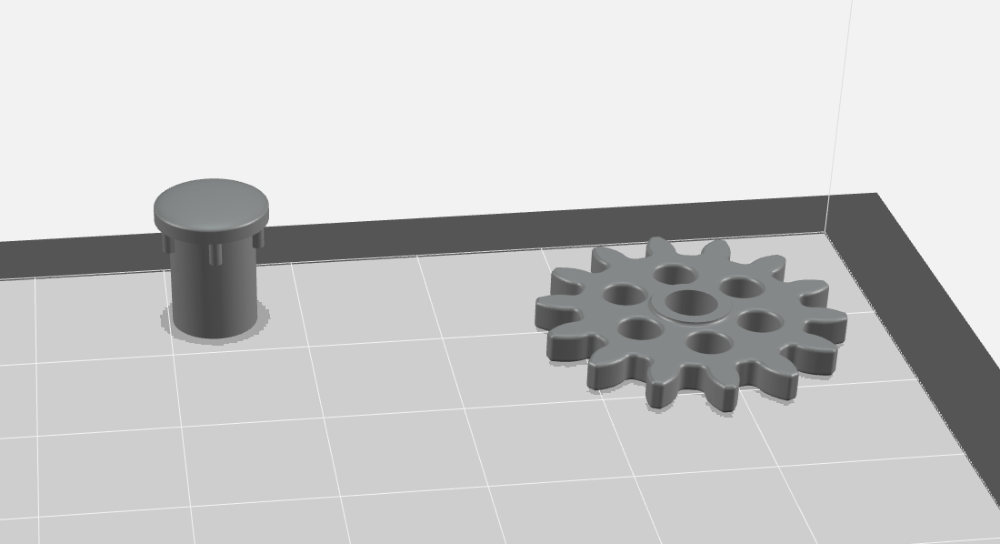
Velocità/tempo di costruzione
L'orientamento del pezzo può avere un impatto notevole sul tempo necessario per stamparlo. In genere, quanto più è corto il pezzo sull'asse Z tanto più veloce sarà il processo di stampa. Il pezzo in basso a sinistra richiederebbe un tempo di stampa molto più lungo se fosse posizionato sulla destra.
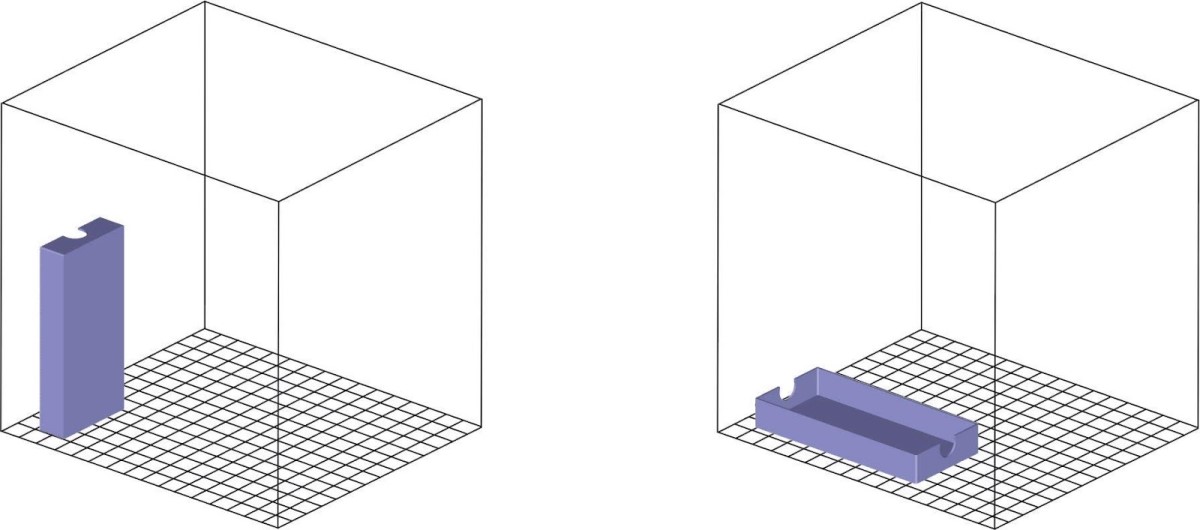
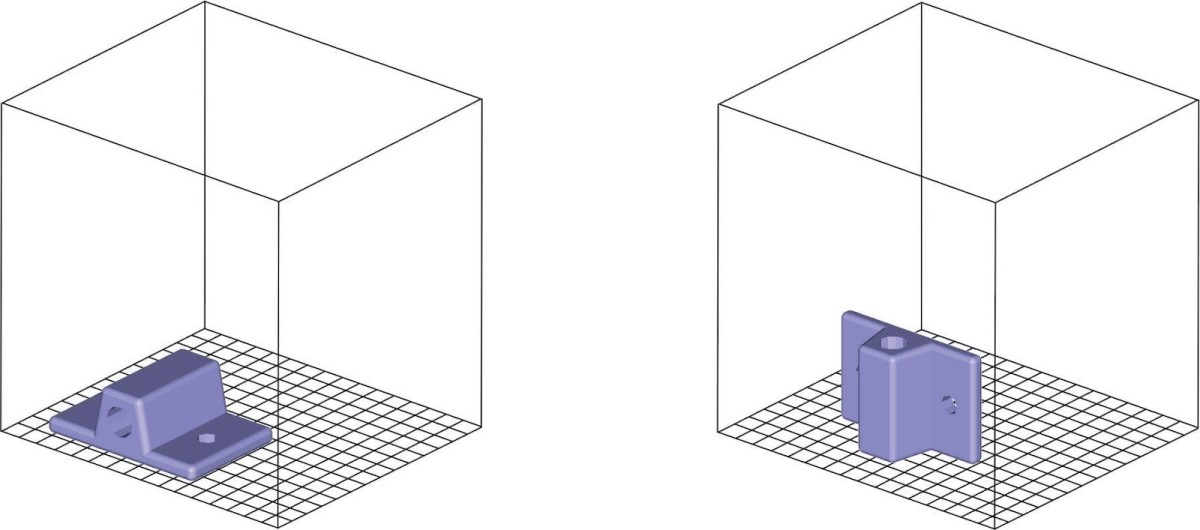
Uso di supporti
L'orientamento della parte incide anche sulla presenza o meno di un supporto. Eventuali sporgenze devono essere sostenute da materiale di supporto. Nell'esempio seguente, la base sulla sinistra richiederebbe un supporto molto ampio, mentre quella sulla destra ne utilizzerebbe una quantità minima. Una minore quantità di materiale di supporto contribuirà anch'essa ad accorciare i tempi di stampa.
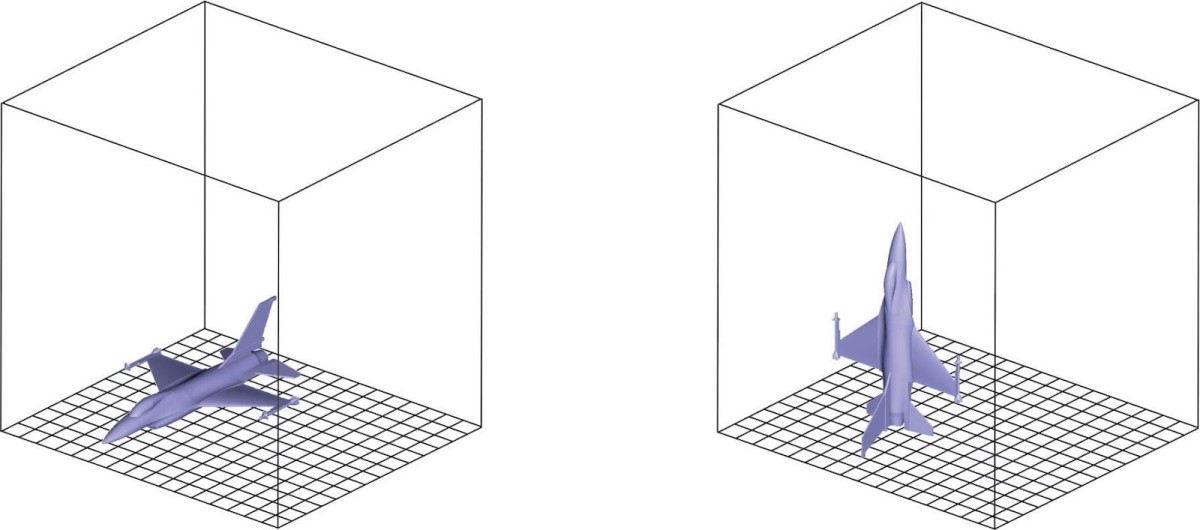
Qualità delle superfici
Se nella parte superiore o inferiore del pezzo sono presenti superfici curve, una volta costruite, queste appariranno "a gradini". Orientando il pezzo con le superfici curve posizionate sull'asse Z (ai lati), queste appariranno molto più levigate. Nell'esempio seguente le ali e la fusoliera del jet sulla sinistra avranno un aspetto a gradini; la stampa del jet sulla destra richiederà più tempo, ma l'aspetto finale sarà molto migliore.
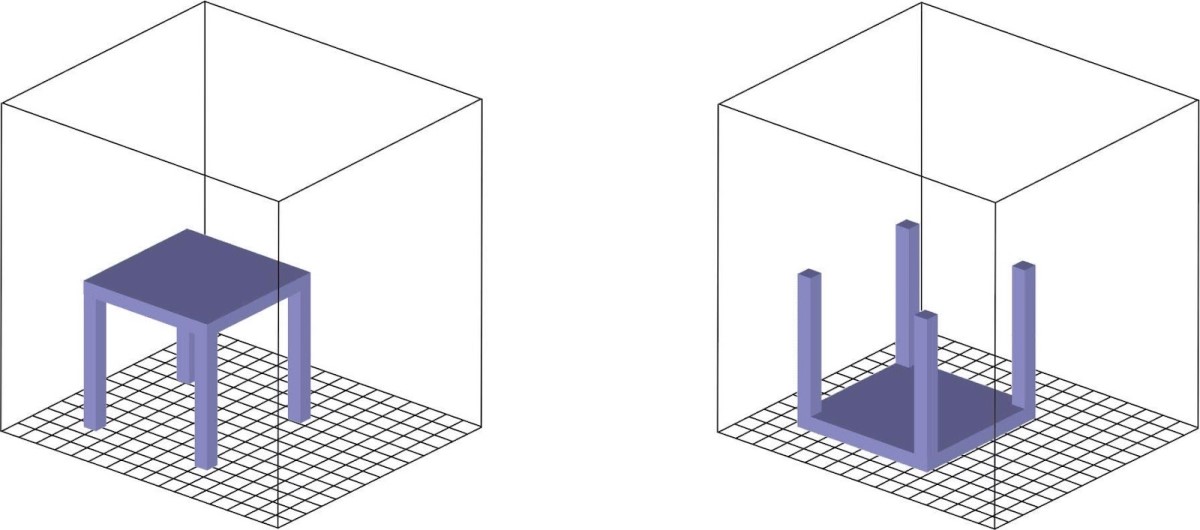
Rimozione dei supporti
La rimozione dei supporti è un problema soprattutto quando si utilizzano supporti staccabili. Nell'esempio seguente, i supporti che riempiono il foro più lungo sulla parte sinistra saranno difficili da rimuovere poiché si trovano in profondità nella parte. La stessa parte sulla destra non avrà bisogno di supporti nel foro più lungo poiché è verticale e i supporti nei fori meno profondi saranno relativamente facili da rimuovere.
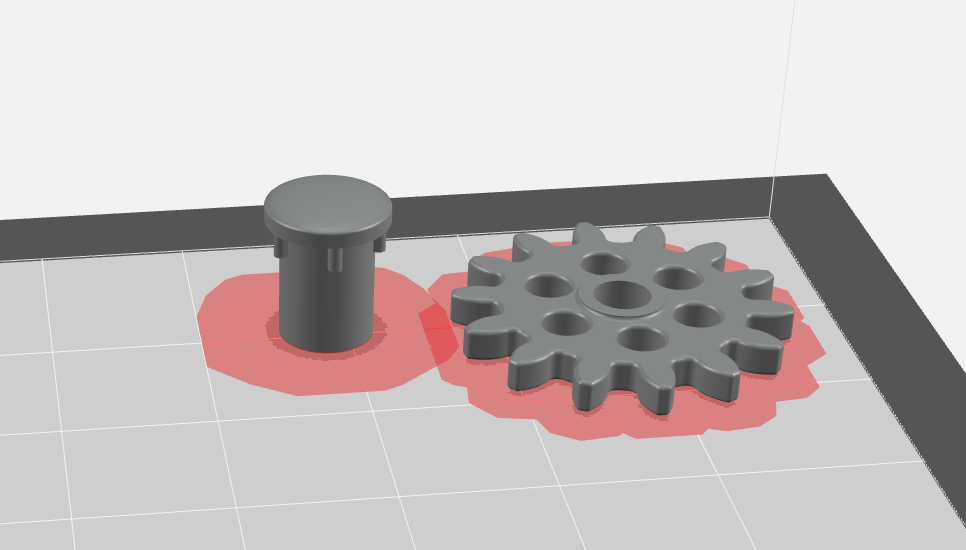
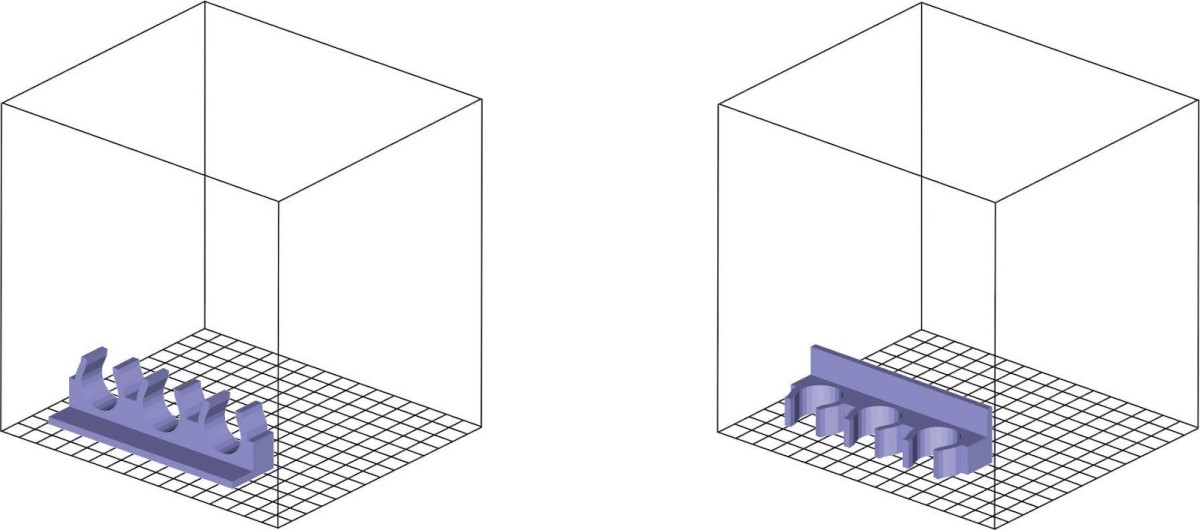
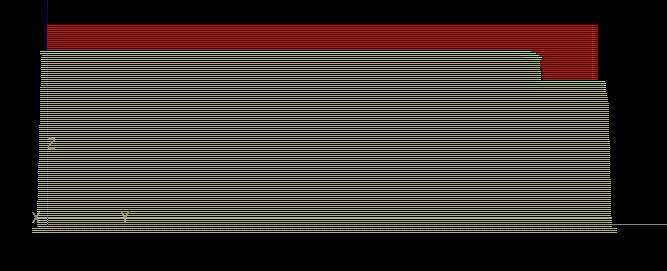
Resistenza dei pezzi
L'orientamento delle parti ha un impatto notevole sulla loro resistenza. Quando si applica stress a una parte, come il porta scopa qui sotto, è meglio che le linguette si trovino sullo stesso strato del corpo della parte (parte a destra). L'aderenza tra i layer è più debole rispetto a quella interna del layer stesso. La parte a sinistra sarebbe molto più debole se utilizzata come modello funzionale. È un po' come quando si spacca la legna. Seguendo le venature risulta facile da spaccare, mentre è molto più resistente in senso trasversale.
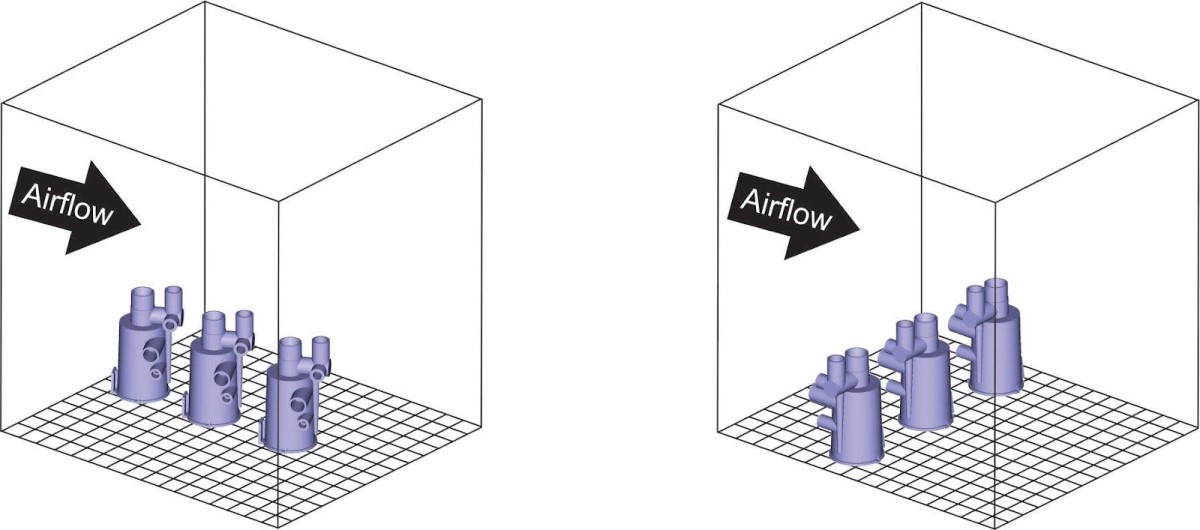
Circolazione dell'aria
Il flusso d'aria nella camera di stampa aiuta a raffreddare ogni layer mentre il sistema esegue il processo di costruzione. È meglio allineare le parti sull'asse y (esempio a destra) per evitare che il flusso d'aria venga bloccato verso altre parti (esempio a sinistra). È inoltre consigliabile mantenere le sezioni dettagliate e supportate del pezzo rivolte verso il lato sinistro della camera di stampa (esempio a destra). Ciò consente di raffreddare uniformemente le aree in cui si incontrano il materiale di supporto e quello del modello, evitando così distorsioni nelle parti.
Proprietà dei materiali
Le opzioni specifiche disponibili per le proprietà del materiale, sia per il modello selezionato che per l'intero vassoio, variano a seconda del tipo di stampante utilizzata. Di seguito sono riportate alcune linee guida generali.
Altezza slicing
In generale, layer più sottili consentiranno di ottenere dettagli più fini, ma allungheranno i tempi di stampa. I layer più spessi riducono i tempi di stampa, ma aumentano il valore di dimensione minima delle caratteristiche.
.010" è lo spessore "standard" dello strato ed è adatto alla maggior parte delle applicazioni. .007" e .005" vengono utilizzati per piccole parti che richiedono dettagli precisi. .013" è generalmente utilizzato su parti di grandi dimensioni in cui non è richiesto un dettaglio preciso.
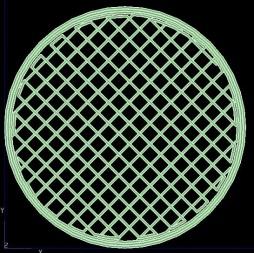
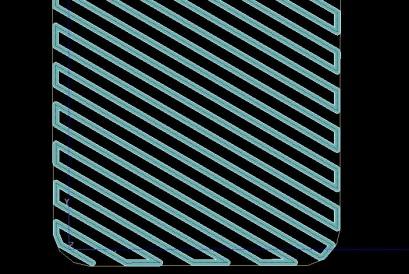
Stili di riempimento della parte interna
Quando si stampa un componente, è possibile scegliere tra diversi stili di riempimento interno. La scelta dello stile varierà in funzione dell'uso che si intende fare del pezzo. Se si utilizza un 250mc sono disponibili opzioni aggiuntive.
Solido-normale: assenza di aree aperte sul riempimento raster interno e un percorso di contorno. In questo modo si otterrà la parte più resistente e si utilizzerà la maggior parte del materiale.
Spargente: un raster interno unidirezionale abbinato a margini multipli intorno ai bordi del pezzo. Questa sarà la scelta che utilizzerà meno materiale e sarà anche la meno durevole.
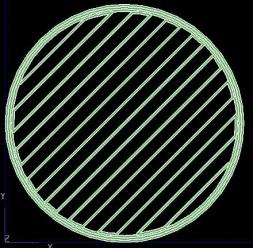
Sparse – doppiamente denso: Sparse doppiamente denso è un raster interno bidirezionale che crea nuovamente un motivo a griglia con più contorni attorno ai confini. Si tratta di un buon compromesso tra utilizzo del materiale e resistenza del pezzo.
Stile dei supporti
I supporti vengono generati per sorreggere le sporgenze e impedire che il pezzo crolli durante la costruzione. Esistono cinque diversi tipi di supporto, ognuno dei quali ha un utilizzo specifico.
I supporti SMART si restringono o si allargano man mano che si allontanano dalla parte per supportare al meglio il modello, riducendo al contempo la quantità di materiale di supporto utilizzato. I supporti SMART sono adatti a tutti i modelli, in particolare a quelli con ampie aree di supporto, e rappresentano l'impostazione predefinita per le stampanti che utilizzano materiale di supporto solubile.
I supporti radi hanno lati verticali. Sparse utilizza più materiale di supporto rispetto a SMART, ma è anche più stabile per le parti alte e sottili.
I supporti perimetrali sono utilizzati per evitare il collasso di parti alte e sottili. I supporti Surround racchiudono completamente il modello nel supporto.

I supporti di base sono in genere utilizzati con materiale di supporto amovibile. Hanno un motivo raster senza contorni attorno a loro.
Angolo autoportante
I supporti vengono generati ogni volta che l'angolo della superficie della parte scende al di sotto di un certo angolo noto come angolo autoportante. Il valore raccomandato per l'angolo autoportante varia a seconda del materiale e dell'altezza della slice. Questo valore è conservativo per offrire la migliore opportunità per una stampa di successo.
L'angolo autoportante può essere modificato, creando un supporto minore (o maggiore). Questa capacità è fornita per consentire ai progettisti esperti di applicare le proprie conoscenze sul comportamento dei materiali durante la stampa, per ottenere un risultato di stampa di successo. Ogni volta che si modifica l'angolo autoportante, GrabCAD Print consente di tornare facilmente al valore consigliato selezionando l'azione Predefinito .
Disposizione del vassoio
In GrabCAD Print, lo strumento Disponi ha due opzioni per la disposizione automatica: "Disponi vassoio" e "Disponi progetto". Il funzionamento è analogo, con la differenza che l'opzione "Arrange tray" distribuisce solo i pezzi sul vassoio attuale, mentre "Arrange project"" distribuisce tutti i pezzi su tutti i vassoi. Ecco come funzionano:
- Attorno a ogni pezzo viene disegnato un cubo di delimitazione (bounding box) virtuale, che lo racchiude interamente.
- I pezzi vengono quindi posizionati sui vassoi iniziando dall'angolo di origine (varia a seconda del tipo di stampante) dal più grande al più piccolo, lasciando uno spazio di 0,25" attorno a ciascun riquadro di delimitazione.
- L'orientamento dei pezzi non viene modificato.
Poiché la maggior parte delle parti non ha forma cubica, spesso è possibile stamparle con successo anche molto più vicine tra loro di quanto non le posizioni la disposizione automatica. Cliccare e trascinare per spostare i pezzi sul vassoio; cliccare con il pulsante destro del mouse sul pezzo per spostarli da un vassoio all'altro.
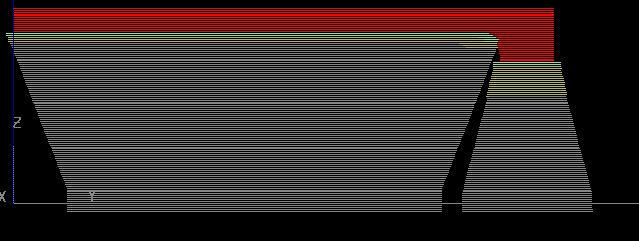
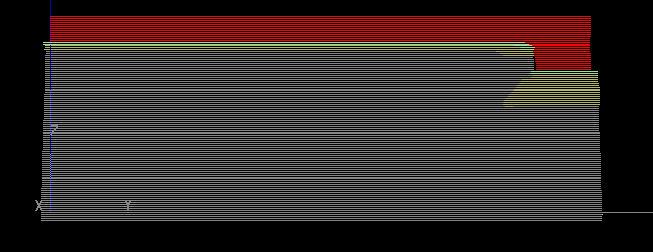
Quanto vicini possono essere posizionati i pezzi?
Sempre che non vi siano parti che si intersechino tra loro, sarà possibile accedere all'anteprima dello slicer o stampare il vassoio; tuttavia, è possibile che l'operazione non sia disponibile durante la preparazione del vassoio. Il motivo è che i supporti potrebbero intersecarsi, ma GrabCAD Print non può sapere che aspetto avranno finché il vassoio non viene elaborato.
Ecco quanto vicini vengono posizionati i pezzi dalla funzione "Disponi vassoio":
Dopo che il vassoio è stato diviso in sezioni, il primo strato di materiale viene evidenziato se i pezzi sono troppo vicini per la stampa: