- PolyJet プリンタ(旧タイプ)
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 & J720 Dental
- J750/J735
- J750 Digital Anatomy
- Objet24/30 V2ファミリー
- Objet24/30 V3ファミリー
- Objet30 V5 Pro & Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- Stereolithography Materials
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- ソモス®・ウォーターシェッド® XC+
3Dプリンターのベストプラクティス
GrabCAD Printは、最初にSTLにエクスポートすることなくネイティブCADファイルを直接操作できるようにし、中間ツールパスファイルに移動することなく、すべてを同じビューアで配置およびスライスできるようにすることで、3Dプリントの準備を簡素化します。
それにもかかわらず、あなたのプリントが満足のいくものになるかどうかに大きな影響を与える可能性のあるあなたの裁量に任されているいくつかの要因がまだあります。この記事では、GrabCAD Printを使用して最良の結果を得る方法について説明します。
パーツの方向
パーツを造形する方向を決定する際に考慮すべき6つの点があります。それぞれがビルドに大きな影響を与える可能性があるため、方向を選択する前に、それらすべてを検討する必要があります。おそらく、犠牲にしなければならない何かがあるでしょう。何を犠牲にするかは、設計の意図によって異なります。
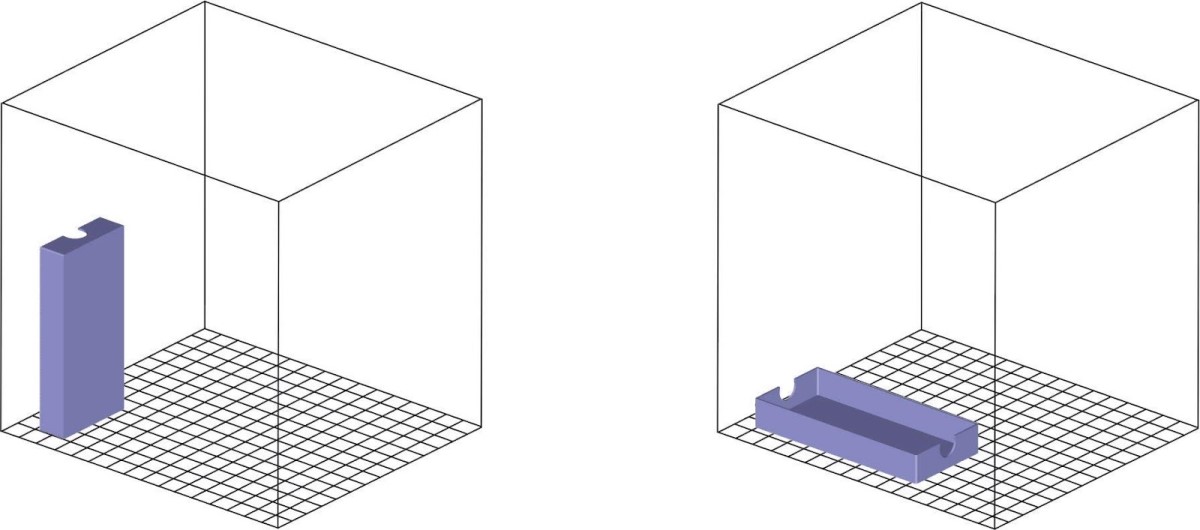
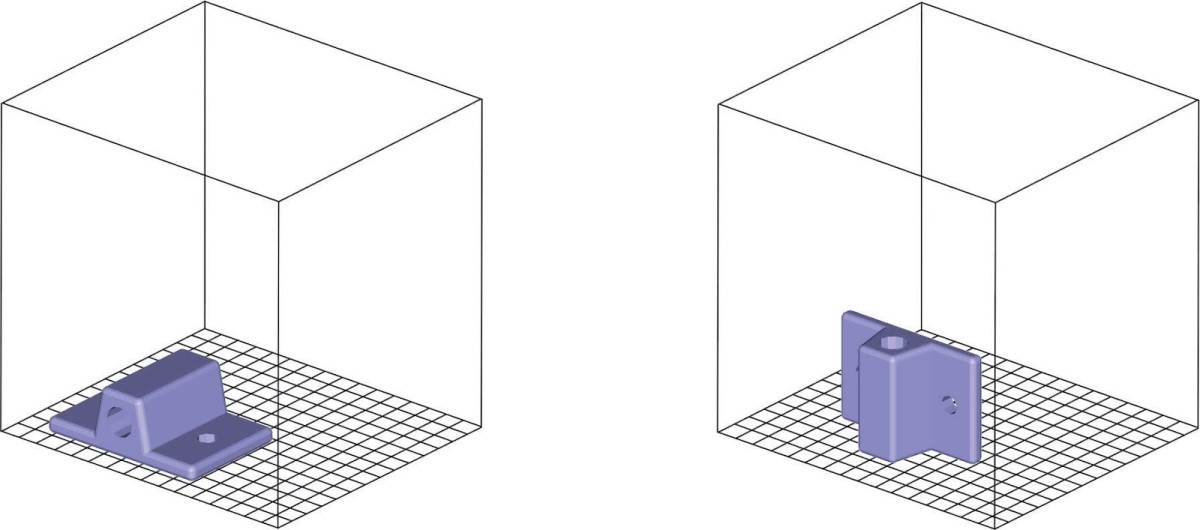
スピード/造形時間
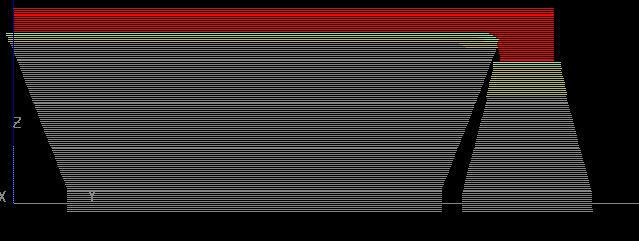
パーツの向きは、パーツの構築にかかる時間に大きな影響を与える可能性があります。一般に、パーツがZ軸方向に短いほど、造形が速くなります。下の左側のパーツは、右側に配置された同じパーツよりも構築にはるかに時間がかかります。
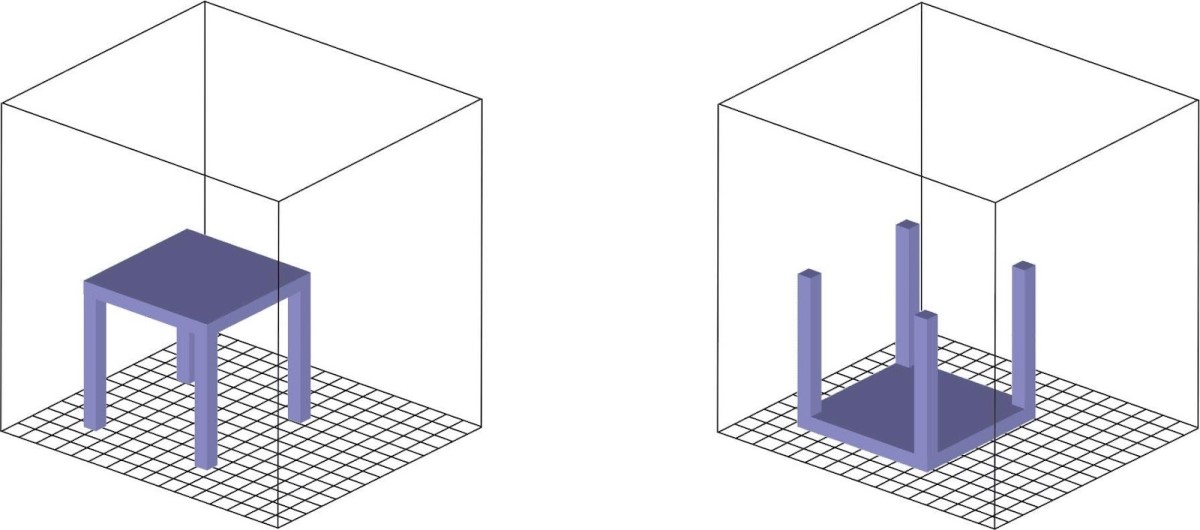
サポートの使用法
サポートの使用は、パーツの向きによっても異なります。オーバーハングはサポート材で支える必要があります。以下の例では、左側のスタンドの下には非常に多くのサポート材がありますが、右側のスタンドにはごくわずかなサポート材を使用しています。サポート材が少ないほど、造形時間も短縮されます。
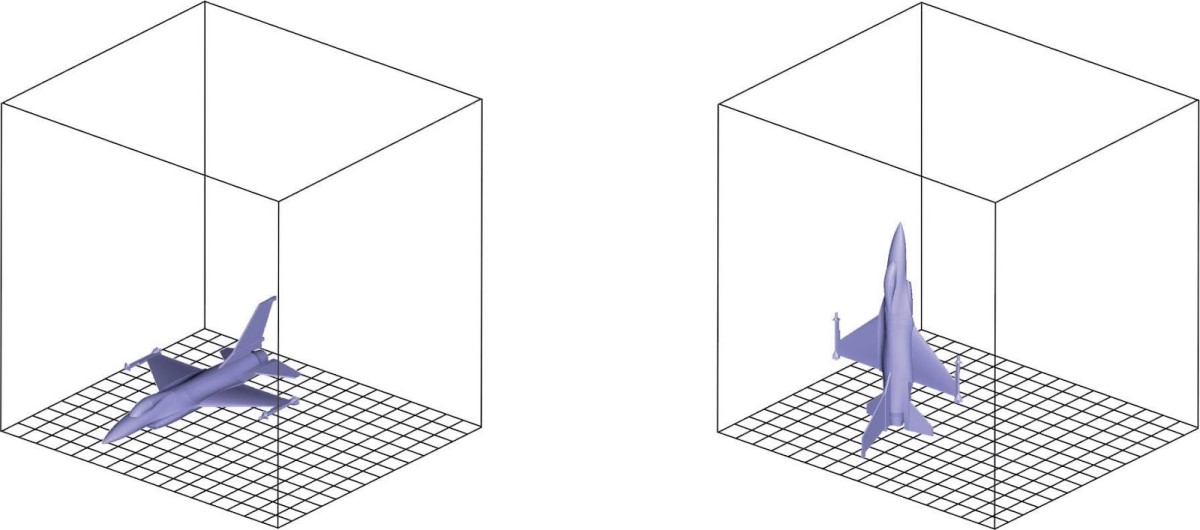
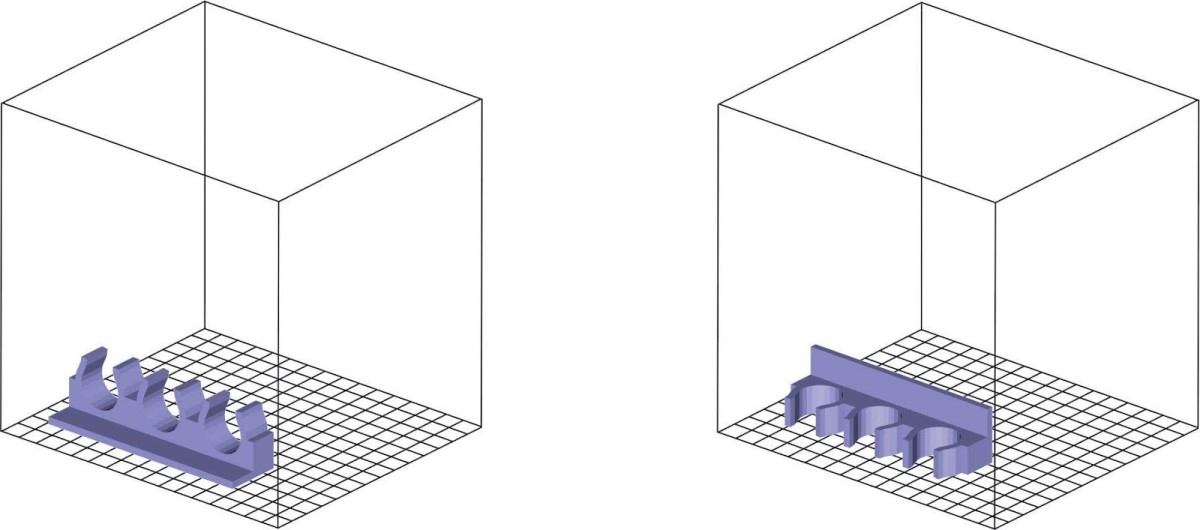
表面の品質
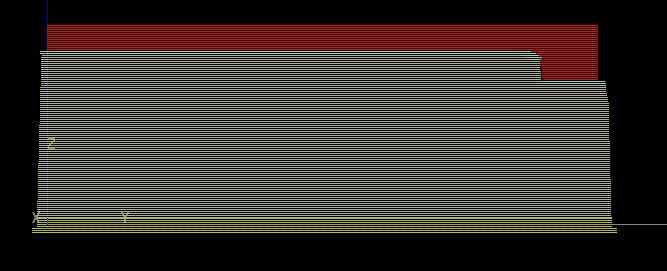
パーツの上部または下部に曲面がある場合は、造形後に「階段状」になります。曲面がZ軸に沿うようにパーツを配置すると、表面はより滑らかになります。以下の例では、左側のジェット機の翼と胴体は階段状の外観になり、右側のジェット機は造形に時間がかかりますが、完成後の外観ははるかに良くなります。
サポートの取り外し
サポートの除去は、特に分離サポートを使用する場合に懸念されます。以下の例では、左側のパーツの長い穴を埋めるサポートは、パーツの奥深くにあるため、除去するのが難しくなります。右側の同じパーツでは、長い穴が垂直であるためサポートは不要となり、浅い穴のサポートは比較的簡単に除去することができます。
パーツの強度
パーツの方向は、パーツの強度に大きく影響します。以下の箒の取っ手などのパーツに応力がかかる場合は、タブがパーツの本体(右側の部品)と同じ層にある方がよいでしょう。ある層から別の層への接着は、それ自体の層の接着よりも弱くなります。左側のパーツは、機能モデルとして使用するとかなり弱くなります。薪を割るようなものだと考えることができます。木目で割るのは簡単ですが、木目に逆らって割るのは非常に難しくなります。
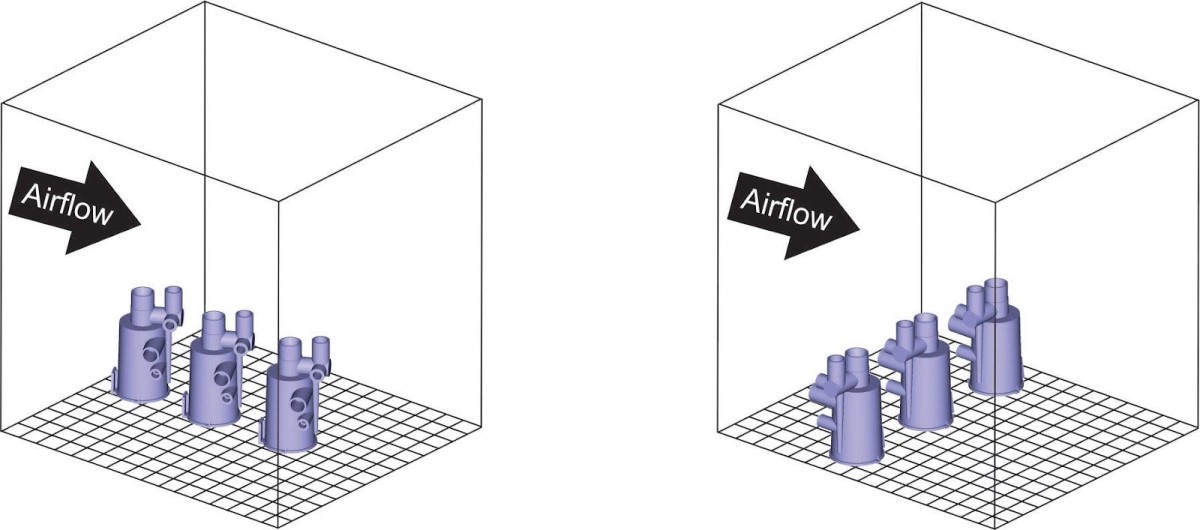
空気流
ビルドチャンバー内の気流は、造形に合わせて各層を筐体内温度まで冷却するのに効果があります。他の部品(左の例)への空気の流れが遮断されるのを防ぐために、部品をy軸(右の例)に揃えることをお勧めします。 また、パーツの詳細部でサポートが必要な部分をビルドチャンバーの左側に向けておくのもよいでしょう(右の例)。これにより、サポート材料とモデル材料が交わる領域を均一に冷却して、部品の歪みを防ぐことができます。
樹脂プロパティ
選択したモデルとトレイ全体の両方で、材料特性に使用できる特定のオプションは、使用しているプリンターのタイプによって異なります。以下は一般的なガイドラインです。
スライス高さ
一般に、レイヤーを薄くすると、より細かいディテールが可能になりますが、ビルド時間が長くなります。レイヤーを厚くすると、ビルド時間は短縮されますが、最小フィーチャ サイズが大きくなります。
.010インチは「標準」の層の厚さであり、ほとんどのアプリケーションに適しています。.007インチと.005インチは、細かいディテールが必要な小さな部品に使用されます。.013インチは、一般的に細かいディテールが要件ではない大きな部品に使用されます。
内部塗りつぶしスタイル
パーツを作成する際には、いくつかの内部充填スタイルから選択できます。選択するスタイルは、パーツの使用目的によって異なります。250mcを使用している場合は、追加のオプションがあります。
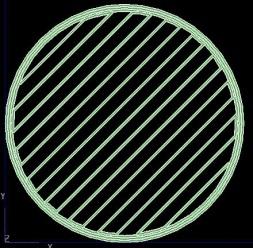
ソリッド-ノーマル: 内部のラスターフィルにはオープン領域はなく、1つの輪郭を形成するツールパスとなります。これにより、最も強力な部品が作成され、最も多くの材料が使用されます。
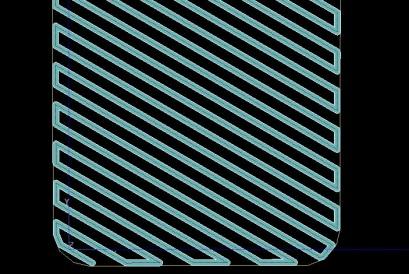
スパース: 一方向のラスター内部構造と、パーツの境界で複数の輪郭が組み合わされます 。これにより、材料の使用が少なくなり、耐久性も最も低くなります。
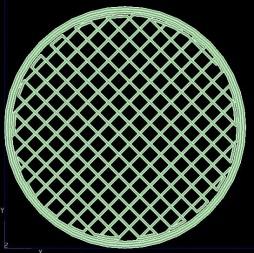
スパース-ダブルデンス: 二方向のラスター内部構造で、境界の周りに複数の輪郭を持つグリッドパターンを作成します。これは、材料使用量と部品強度の間の適切な妥協点です。
サポート スタイル
サポートは、オーバーハングを支え、部品の構築中に部品が崩壊するのを防ぐために生成されます。サポートには5つの異なるタイプがあり、それぞれに特定の用途があります。
SMARTサポートは、パーツからの距離に応じて幅を変えることにより、使用するサポート材料の量を減らしながらモデルを最適に支持します。SMARTサポートは、すべてのモデル、特にサポート領域が大きいモデルに適しており、可溶性サポート材料を使用するプリンターのデフォルト設定です。
スパースサポート 垂直な側面があります。SparseはSMARTよりも多くのサポート材料を使用しますが、全高が高く細いパーツでも安定します。
周囲サポートは、全高が高く薄い部品が倒れないようにします。周囲サポートは、モデルをサポートで完全に包み込みます。

基本サポートは通常、分離サポート材料とともに使用されます。周囲に輪郭のないラスターパターンです。
自立角度
部品表面の角度が、自立角度と呼ばれる特定の角度を下回るたびに、サポートが生成されます。自立角度の推奨値は、材料やスライスの高さによって異なります。この値は、印刷を成功させる最良の機会を提供するために保守的なものにしています。
自立角度は変更可能であり、その結果作成されるサポートは増減します。この機能は、経験豊富な設計者がプリント時の材料挙動に関する知識を応用して、プリントを成功させるために提供されています。自立角度が変更されると、GrabCAD Printではデフォルトアクションを選択することで、推奨値に簡単に戻すことができます。
トレイの整理
GrabCAD Printでは、 Arrange ツールに自動配置のための2つのオプションがあります。「Arrange tray」と「Arrange project」これらは同じように機能しますが、Arrange trayは現在のトレイ上のパーツのみを配置し、Arrange projectはすべてのトレイのすべてのパーツを配置します。その仕組みは次のとおりです。
- 各パーツは理論的に最大の寸法の周囲に境界ボックス (キューブ状) が描画されます。
- 次に、パーツはホームコーナー(プリンターのタイプにより異なる)を起点に大きいものから小さいものの順にトレイに配置され、各境界ボックスの周りに0.25 インチのバッファーが設けられます。
- これは、パーツの方向は調整しません。
ほとんどのパーツは立方体ではないため、多くの場合、自動配置よりもはるかに近い間隔で印刷できます。クリックしてドラッグすることによりトレイ上のパーツを移動し、右クリックしてトレイ間でパーツを移行できます。
パーツはどの程度近くに配置できますか?
パーツがトレイ上の別のパーツと交差していない限り、スライスプレビューに進んだり、そのトレイを印刷できますが、処理中に失敗する可能性があります。これはサポートが交差している可能性があるためであり、GrabCAD Printがトレイが処理されるまでサポートの状態を認識できないためです。
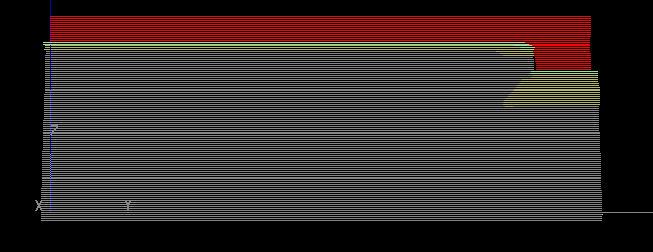
これは「トレイの整理」がどの程度これらのパーツを近くに配置するか示します。
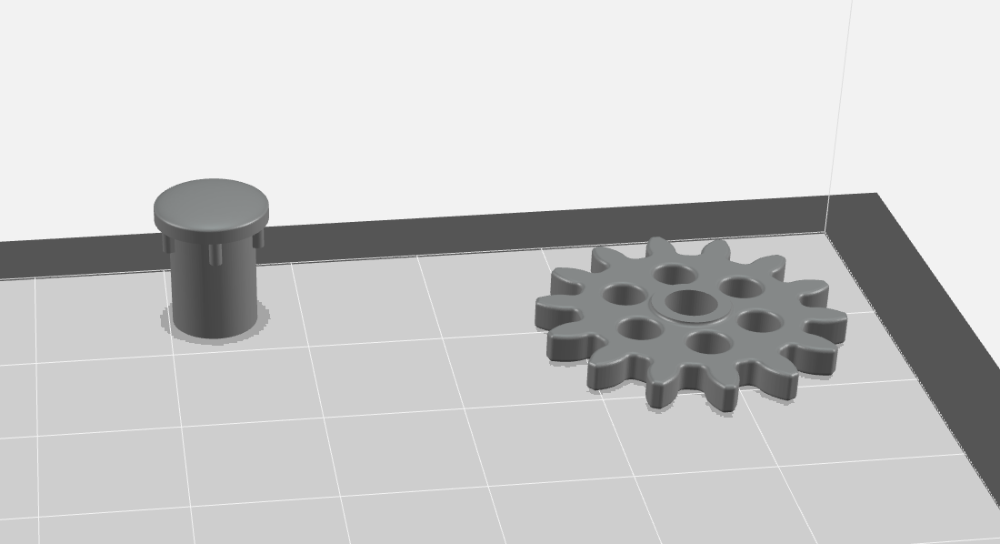
トレイがスライスされると、パーツが造形に近すぎる場合に最初のサポート レイヤーがハイライトされます。