- PolyJet Legacy 打印机
- Alaris30 V1
- Connex260
- Connex350/500
- Eden250
- Eden260
- Eden260V/VS
- Eden330
- Eden350
- Eden350V/500V
- J700 和 J720 Dental
- J750/J735
- J750 Digital Anatomy
- Objet24/30 V2 系列
- Objet24/30 V3 系列
- Objet30 V5 Pro 和 Prime
- Objet260 Connex 1-2-3
- Objet260 Dental/Dental Selection
- Objet350/500 Connex 1-2-3
- Objet1000 Plus
- 立体光刻材料
- Somos® 9120™
- Somos® BioClear™
- Somos® DMX SL™ 100
- Somos® Element™
- Somos® EvoLVe™ 128
- Somos® GP Plus™ 14122
- Somos® Momentum™
- Somos® NeXt™
- Somos® PerFORM™
- Somos® PerFORM Reflect™
- Somos® ProtoGen™ 18420
- Somos® ProtoTherm™ 12120
- Somos® Taurus™
- Somos® WaterClear® Ultra 10122
- Somos® WaterShed® AF
- Somos® WaterShed® Black
- Somos® WaterShed® XC 11122
- 索莫斯® WaterShed® XC+
3D 打印最佳实践
GrabCAD Print 简化了 3D 打印的准备工作,不仅允许您在未先行导出 STL 的情况下直接操作原生 CAD 文件,并且无需转到中间路径文件即可在同一查看器中进行排列和切割。
尽管如此,仍有几个因素由您自行决定,这些因素可能会对您的打印结果是否令人满意产生重大影响。本文将介绍如何使用 GrabCAD Print 获得最佳结果。
零件定向
决定零件成型的定向时,共有 6 点需要考虑。您应该权衡所有这些因素,然后再选择定向,因为每个因素都会对成型产生重大影响。有可能会需要牺牲一些方面;具体要牺牲哪些方面取决于您的设计意图。
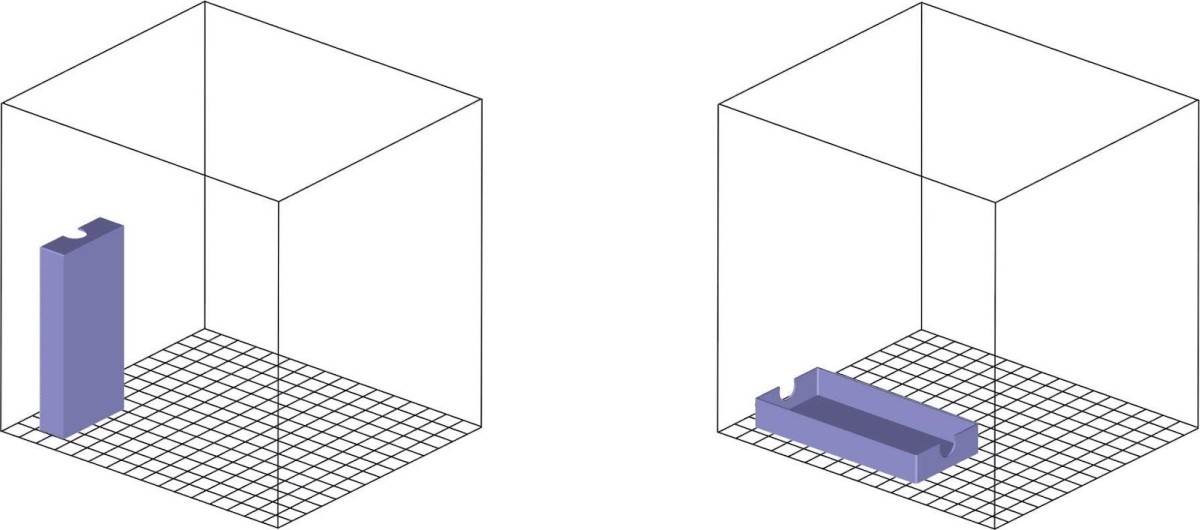
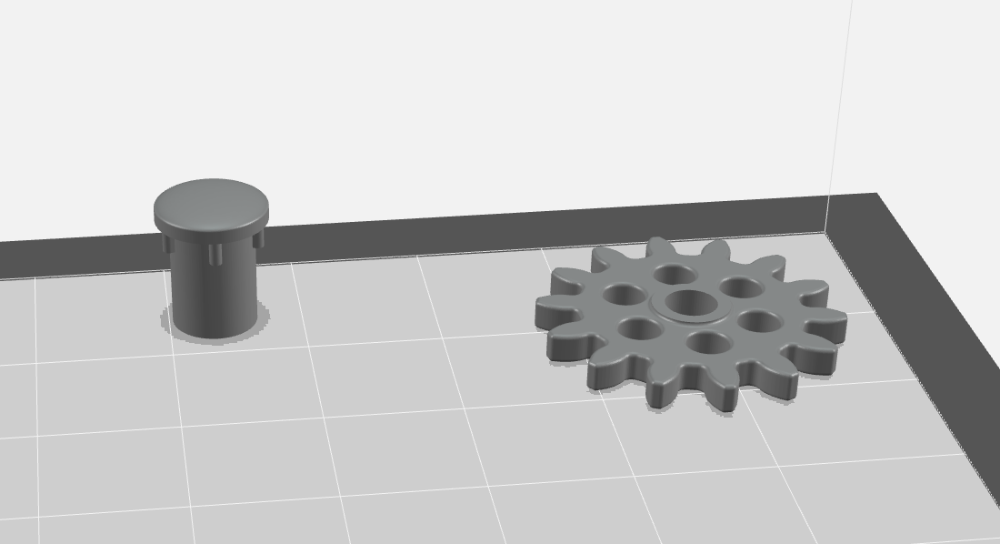
速度/成型时间
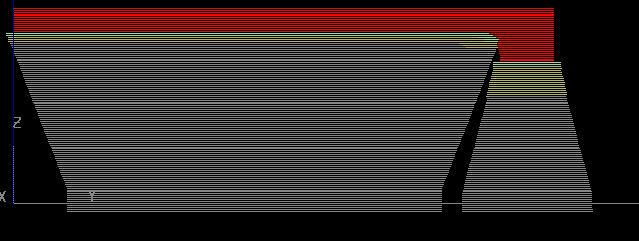
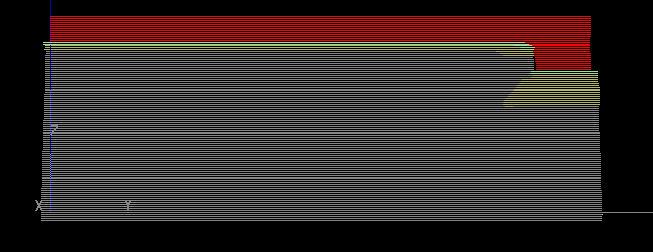
零件定向会对零件成型所需的时间产生巨大影响。一般而言,零件的 Z 轴越短,成型的速度越快。左下方的零件成型花费的时间要比右侧躺倒的相同零件长。
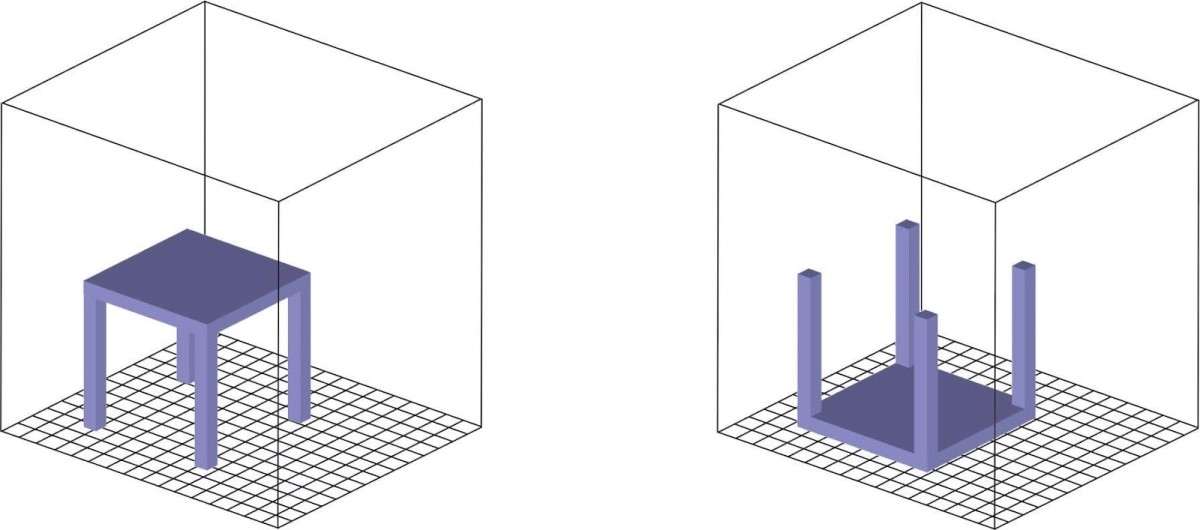
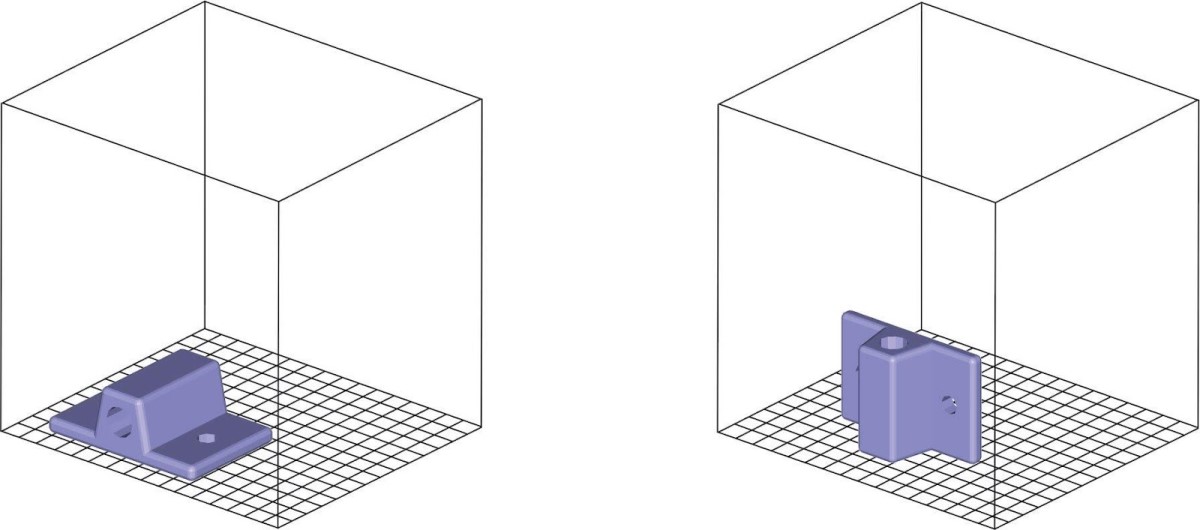
支撑的使用
支撑的使用也取决于零件的定向。悬空部分必须由支持材料提供支撑。在下面的示例中,左侧的台子需要在下方提供大量的支撑,而右侧的台子只需用到最少量的支撑。需要的支撑材料越少,成型时间越短。
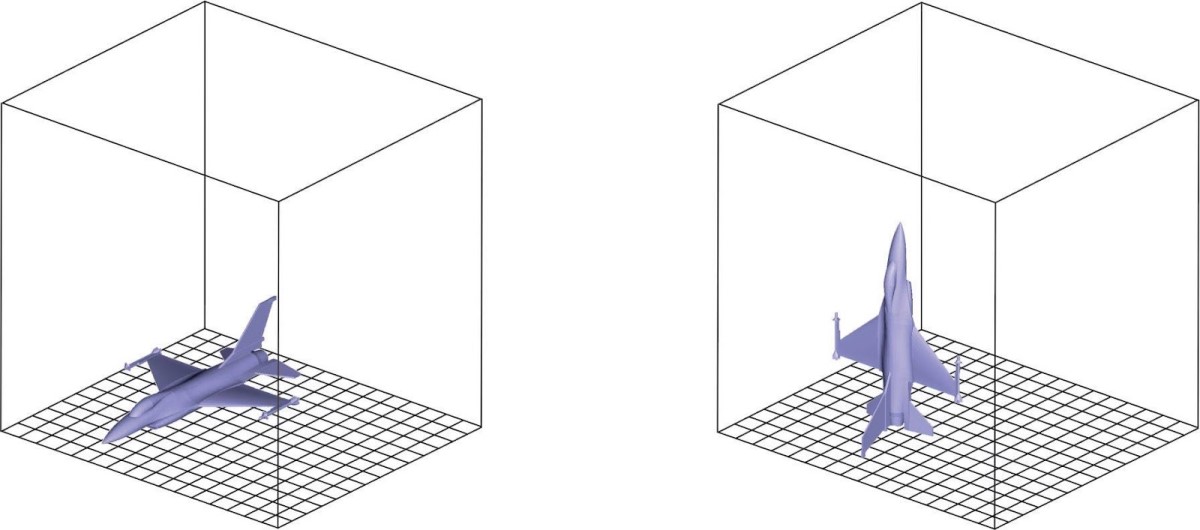
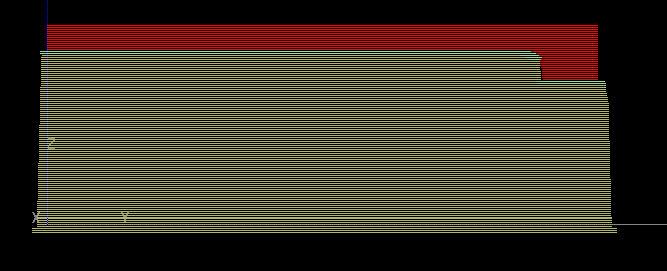
表面质量
当零件顶部或底部存在曲面时,成型后会呈现出“阶梯型递进”。通过将曲面朝向 Z 轴(即侧面)来定向零件,表面将看起来更加光滑。在下面的示例中,左侧喷气机的机翼和机身会呈现阶梯型外观,右侧喷气机的成型时间更长,但成品外观的效果更好。
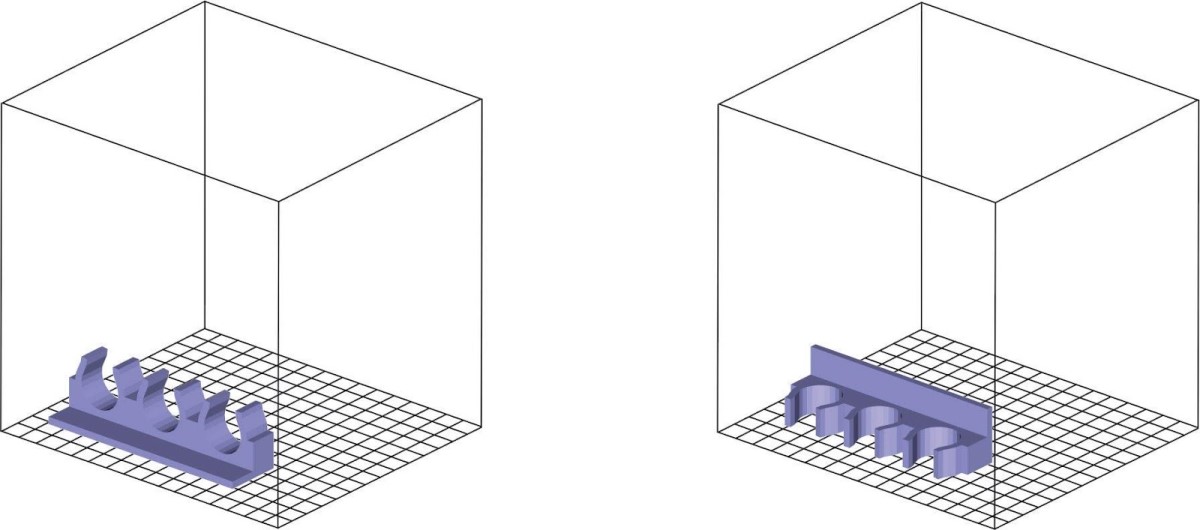
去除支撑
去除支撑是一个问题,尤其是在使用分离支撑时。在下面的示例中,填充左侧零件上较长孔洞的支撑将会难以移除,因为支撑在零件内部较深的位置。右侧相同的零件上较长的孔洞不需要支撑,因为该孔洞是垂直的,较浅的孔洞相对容易移除。
零件强度
零件方向对零件强度有很大影响。对零件(例如下方的扫把架)施加压力时,最好让选项卡与零件主体(右侧的零件)位于同一层。层之间的粘着力比层内部的粘着力要弱。左侧的零件在用作功能模型时,效果更差。您可以将它想象成劈柴。顺着纹理劈很容易,但横着劈就很难。
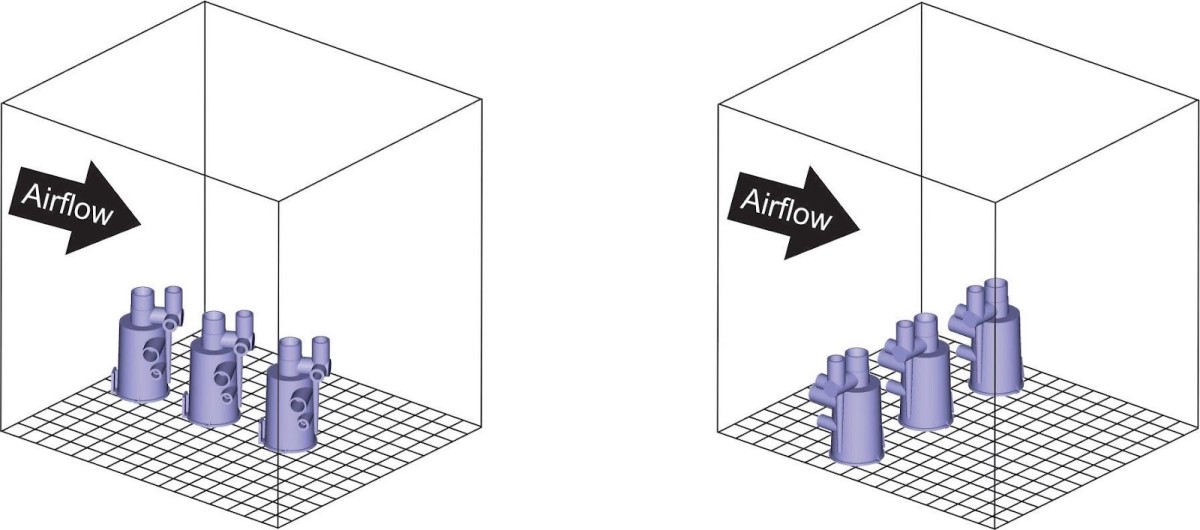
气流
成型室中的气流有助于在系统成型时将各个层冷却到成型空间的温度。最好在 Y 轴上对齐零件(右侧示例)以避免其他零件(左侧示例)阻碍气流。 另外,最好让零件的细节部分和支撑部分始终面向成型室的左侧(右侧示例)。这样可以让区域内的支撑和模型材料均匀冷却,以免零件出现变形。
材料属性
材料属性可用的具体选择(既可应用于所选模型,也可应用于整个托盘)取决于您使用的打印机类型。以下是一些一般准则。
切片高度
通常,层越薄,细节越为精细,但成型的时间也会越长。层较厚将会缩短成型时间,但会增加最小特征尺寸。
.010" 是“标准”层厚度,适用于大多数应用。.007" 和 .005" 用于需要精细细节的小零件。.013" 通常用于不需要精细细节的大型零件。
内部填充风格
在制作零件时,有多种内部填充样式可供选择。您选择的样式将取决于零件的预期用途。如果您使用的是 250mc,还有其他选项。
纯色法线:内部光栅填充和轮廓路径上没有开放区域。这样可以形成最坚韧的零件并使用最多的材料。
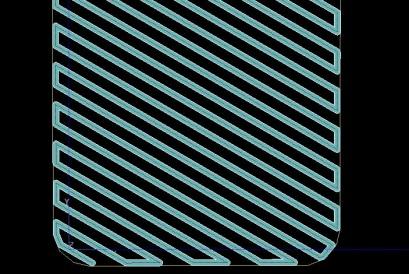
稀疏:单向光栅内部与零件边界周围的多个轮廓的组合。这样使用的材料最少,也最不耐用。
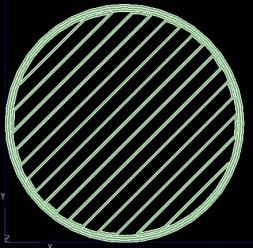
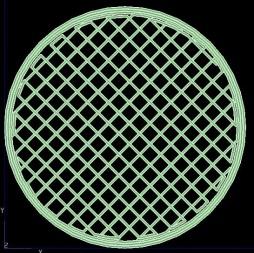
稀疏 – 双密度:稀疏双密度是可以从内部根据边界附近的多个轮廓产生网状图样的双向光栅。这是材料使用和零件强度之间的一个很好的折衷方案。
支撑样式
生成支撑是为了撑起悬空部分,以免零件在成型时塌陷。有五种不同的支撑类型,每种都有特定的用途。
智能支撑会随着离零件越来越远而变窄或变宽,以最好地支撑模型,同时减少支撑材料的使用量。智能支撑适用于所有模型,尤其是支撑区域较大的模型,并且是使用可溶性支撑材料的打印机的默认设置。
稀疏支撑具有垂直边。稀疏支撑比智能支撑使用更多的支撑材料,但对于又高又细的零件而言,稀疏支撑也更加稳定。
环绕支撑用于防止高而薄的零件倾覆。环绕支撑完全将模型包裹在支撑中。

基本支撑通常与剥除性支撑材料一起使用。它们具有周围没有轮廓的栅格模式。
自支撑角度
每当零件表面的角度低于某个角度(称为自支撑角度)时就会生成支撑。自支撑角度的建议值因材料和切片高度而异。为了提供成功打印的最佳机会,此值较为保守。
可以更改自支撑角度,从而创建更少(或更多)的支撑。提供此功能是为了让经验丰富的设计师能够在打印时运用他们的材料特性知识来实现成功的打印。每当更改自支撑角度时,GrabCAD Print 都允许您通过选择默认操作来轻松恢复建议值。
托盘排列
在 GrabCAD Print 中,排列工具有两个自动排列选项:“排列托盘”和“排列项目”。它们的工作方式相同,只是“排列托盘”只会排列当前托盘上的零件,而“排列项目”会排列所有托盘上的所有零件。以下是它们的工作原理:
- 每个零件在最大尺寸附近都绘有一个理论上的边界框(立方体形)
- 之后按从大到小的顺序从原位角开始在托盘上放置零件(根据打印机类型而有所不同),在每个边界框周围留出 0.25" 的缓冲区。
- 这并不会调整任何零件的定向。
因为大多数零件不是立方体形的,所以零件即使放置得比自动排列放置更为紧密,也可以成功打印。单击并拖动以在托盘上移动零件,右键单击零件以在托盘之间传送它们。
零件可以放置得多紧密?
除非零件与托盘上的其他零件相交,否则都可以进入切片预览或打印该托盘,但是此过程可能会因为托盘正在进行处理而失败。这是因为支撑可能会相交,但是直到托盘处理完成后 GrabCAD Print 才会知道支撑的呈现效果。
以下是“排列托盘”可以将这些零件放置得多么紧密:
托盘切片之后,如果零件距离太近以至于无法打印,则第一个支撑层将突出显示: