
移除支撐材料
在列印的模型冷卻後,就必須移除支撐材料。可以透過不同方法來移除,需視
對於特殊的列印應用(),請參閱 Stratasys 支援中心上的文件,或諮詢 Stratasys 3D 列印專家。
有兩種可用的支撐材料:
| • | SUP705 (FullCure705) 是一種膠狀的支撐材料。 |
| • | SUP706 是一種可輕易移除的支撐材料,可溶解於氫氧化鈉和偏矽酸鈉溶液中。 |
| N:1. | 用手 |
| N:2. | 水壓(在適用的清潔裝置中) |
| N:3. |
|
SUP706:2% 氫氧化鈉和偏矽酸鈉溶液
用手移除多餘的支撐材料
戴上防護手套,將模型外部的多餘支撐材料一一剝落。處理精細模型時,在將模型浸水後用牙籤、針頭或小刷子處理。
| • | 針對 SUP705,在剝落多餘的支撐材料後,將模型浸入 1% 的氫氧化鈉溶液中(請參見第 以氫氧化鈉移除 SUP705)。 |
| • | 針對 SUP706,在剝落多餘的支撐材料後,將模型浸入 2% 的氫氧化鈉和偏矽酸鈉溶液中(請參見以氫氧化鈉和偏矽酸鈉移除 SUP706)。 |
以水壓移除支撐材料
對大多數的模型來說,最有效的移除支撐材料方式就是利用高壓水槍。
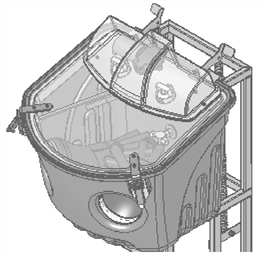
要使用此裝置清潔模型,然後用內建的防水袖操作裝置和水槍。幫浦可將一般的自來水轉換為高壓水流。橡皮刷可保持窗口清晰。
在用高壓水流系統清潔精細模型時要小心。
以氫氧化鈉移除 SUP705
將模型浸入 1% 氫氧化鈉溶液中,以移除難以接觸到的支撐材料,並讓模型能有平滑乾淨的完成表面。模型浸在溶液中的時間需視模型的精細度和需移除多少支撐材料而定,但一般來說是在半小時至數小時之間。無論如何,您應在進行氫氧化鈉處理前盡可能移除支撐材料,並在處理後徹底清洗模型(用水槍)。
警告
氫氧化鈉可能導致化學性燒傷,留疤和致盲。與水混合時可發熱,並可能引燃其他材料。切勿將水倒入氫氧化鈉中。在稀釋溶液時,務必將氫氧化鈉倒入水中。請採取適當的安全措施;在處理氫氧化鈉和浸泡其中的模型時,務必戴上丁腈手套。
以氫氧化鈉和偏矽酸鈉移除 SUP706
將模型浸入 2% 的氫氧化鈉和偏矽酸鈉 (Na2SiO3) 溶液中以移除支撐材料。模型浸在溶液中的時間需視模型的精細度和需移除多少支撐材料而定。處理後,以自來水徹底清洗模型。
SUP706 會溶解於氫氧化鈉和偏矽酸鈉溶液中並令其飽和,降低溶液有效程度。當支撐材料已佔溶液的 15% 時(以平均用量使用約一個月後),請更換溶液。
警告
氫氧化鈉可能導致化學性燒傷,留疤和致盲。與水混合時可發熱,並可能引燃其他材料。切勿將水倒入氫氧化鈉中。在稀釋溶液時,務必將氫氧化鈉倒入水中。請採取適當的安全措施;在處理氫氧化鈉和浸泡其中的模型時,務必戴上丁腈手套。