
移除支撑材料
3D 打印冷却后,必须移除支撑材料。完成此步的方法有多种,取决于三维打印大小、精致程度、支撑材料的多寡及位置和其他因素。对于大多数打印用途,本节所述的方法用于从三维打印中清除通用支撑材料。使用这些信息作为指南,并调整方法(或它们的组合)以清洁您的三维打印。
对于特殊的打印用途(,请参见 Stratasys 支持中心的文档,或咨询 Stratasys 3D 打印专家。
提供以下类型的支撑材料:
| • | WSS150,一种水溶性支撑材料,。 |
此支撑材料很容易溶于水,可以通过浸泡在静水浴、洗碗机或真空低温烹调设备中移除。
| • | SUP710S |
这是一种剥除性支撑材料,可以用手擦拭、水压、刷洗或其他机械方式手动移除。
。
移除 WSS150 支撑材料
可以使用以下方法之一或多种方法的组合将 WSS150 支撑材料溶解在水中:
| • | 使用自来水/静水 |
穿戴防护手套时,在室温下将打印零件放入装满自来水的容器中,等待支撑材料完全溶解。浸泡时间取决于打印的零件和支撑材料的量。
| • | 使用洗碗机 |
穿戴防护手套时,将洗碗机中的零件放在平坦、坚硬的表面(例如烹饪格栅)上,方向与打印时相同,以防止其弯曲或卷曲。
| • | 使用真空低温烹调设备 |
穿戴防护手套时,将零件放在装满自来水的容器中,并按照与打印时相同的方向放置在网格上,以防止其弯曲或卷曲。可以针对复杂和精细的几何形状精确控制/优化温度。在简单的几何形状上,该方法比使用静水更快速,但要慢于洗碗机。
WSS150 的打印、后处理和废料处理:
- 有关详细的支撑材料移除指南和涉及合适洗碗机的更多信息,请参阅“WSS150 最佳实践”。
- 对于溶解在水中的 WSS150 溶液,可以使用 Stratasys L2S(液态到固态)固化粉末固化。有关 WSS150 废水的废料处理和固化过程的详细说明,请参阅“使用 L2S 处理 WSS150 废水”。
这些文档可在 Stratasys 支持中心下载。如有必要,请咨询 Stratasys 三维打印专家。
移除 SUP710S/SUP711/SUP711S 支撑材料
手动移除 SUP710S /SUP711/SUP711S 支撑材料
戴上防护手套,剥离三维打印外部多余的支撑材料。若是精致的三维打印,将三维打印放水中浸渍,再用牙签、针、小刷子清理。
使用水压移除 SUP710S /SUP711/SUP711S 支撑材料
对于大多数三维打印来说,移除支撑材料最有效的方法是使用高压水枪。
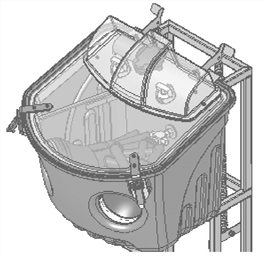
要使用此设备清理三维打印,使用内置防水袖操作设备和水枪。水泵将普通的自来水转变成高压水枪。橡皮刷使窗户保持清晰。
使用高压水枪系统清理精细三维打印时务必小心。
使用烧碱移除 SUP710S /SUP711/SUP711S 支撑
用百分之一的烧碱(氢氧化钠)溶液浸泡三维打印,移除死角区域的支撑材料,让三维打印的表面光滑、干净。三维打印浸泡在溶液的时间取决于模型的精细程度及需要移除的模型材料的多寡,通常是介于半小时至几小时之间。不管怎样,您都应先移除尽量多的支撑材料,再用烧碱处理,然后彻底(用水枪)冲洗三维打印。
警告
烧碱可导致化学灼伤、疤痕和失明。苛性碱与水混合产生热量,可点燃其他材料。绝对不要将水倒入烧碱。在稀释溶液时,应将烧碱添加到水中。要做足安全保障措施,处理烧碱和浸泡过的三维打印时务必戴上丁腈手套。